|
|
Категория:
Крупные электрические машины Далее: Сварка корпуса статора Статор крупной машины представляет собой сварной корпус, усиленный ребрами жесткости, в котором закреплен сердечник, набранный из лакированных листов электротехнической стали, имеющих форму сегментов. Сердечник разделен на ряд пакетов, между которыми уложены листы с вентиляционными распорками, приваренными точечной сваркой. В процессе сборки сердечник прессуется и стягивается шпильками между нажимными кольцами. Для передачи усилия прессовки на зубцы сегментов между нажимными кольцами и крайними пакетами сердечника установлены листы с нажимными пальцами, приваренными точечной сваркой. Наибольшее влияние на технологию механической обработки корпусов и сборки сердечников статоров оказывает способ центровки и крепления листов активной стали. По этому признаку все многочисленные разновидности конструктивных исполнений статоров можно разделить на следующие типы: Статоры первого типа применяются в синхронных машинах, имеющих большой воздушный зазор, и к которым поэтому не предъявляются жесткие требования в отношении размеров и геометрической формы центрального отверстия сердечника. Статоры второго типа находят применение в высокочастотных и асинхронных машинах, где требуется, из-за малого воздушного зазора, высокая точность внутренней цилиндрической поверхности сердечника. Третий тип статоров в последние годы широко применяется в асинхронных и синхронных машинах, вытесняя, как более технологичный, статоры первого и второго типов. Корпус статора первого типа конструктивно более прост и нуждается в меньшей механической обработке, чем корпус статора второго или третьего типа. Но в этом случае при сборке сердечника требуется ряд дополнительных ручных операций: расстановка (разгонка) клиньев, центрирование сердечника от колонки и т. д., в результате чего общая трудоемкость обработки корпуса и сборки сердечника статора первого типа становится выше, чем, например, статора третьего типа, а точность сборки ниже.
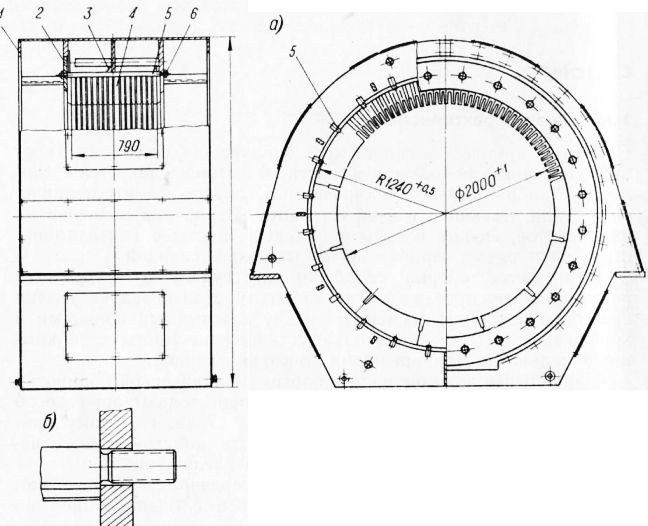
Рис. 1. Крепление листов сердечника клиньями-ребрамц и шпильками: Конструктивное исполнение обмотки, уложенной в пазах сердечника, зависит от типа и мощности машины. В статорах синхронных и асинхронных машин в основном применяется двухслойная катушечная обмотка и только в особо крупных машинах находит применение стержневая обмотка, имеющая преимущества перед катушечной в отношении удобства укладки в пазы сердечника, но требующая вдвое большего количества мест соединения и паек, что увеличивает трудоемкость обмоточных процессов и расход материалов. Однако большие габариты и вес катушек обмоток особо мощных машин приводят к необходимости изготовлять их в виде стержней.
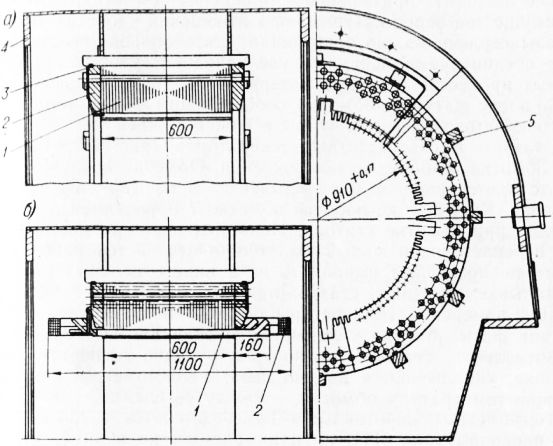
Рис. 2. Статор высокочастотного генератора.
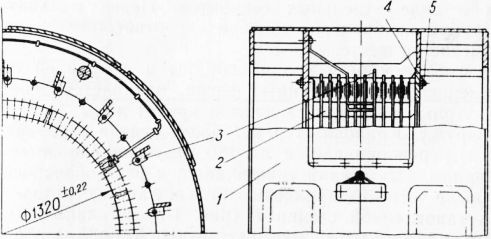
Рис. 3. Крепление листов сердечника шпильками. Статоры высокочастотных генераторов имеют две обмотки: рабочую и возбуждения. Обмотка возбуждения изготовляется заранее и вкладывается в пазы в виде готовых катушек. Катушки же рабочей обмотки образуются непосредственно при намотке статора. Недостаточная жесткость, сложное переплетение и малый вылет лобовых частей рабочей обмотки не позволяют выполнять ее в виде отдельных катушек, закладываемых в пазы статора при намотке. Для измерения температуры обмотки и сердечника в зону каждой фазы обмотки укладываются специальные термометры сопротивления. Термометры, контролирующие температуру сердечника, укладываются на дно паза, а термометры, контролирующие температуру обмотки, — между ее слоями. Термометры сопротивления присоединяются к доске выводов проводом типа ПТСД, укладываемым по корпусу статора в процессе сборки сердечника. Реклама:Читать далее:Сварка корпуса статораСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|