|
|
Категория:
Разметка Детали машин и различные изделия изготовляют из заготовок в виде отливок и поковок и из сортового металла. В зависимости от назначения деталей одни заготовки остаются необработанными, другие обрабатываются частично или полностью. При обработке с поверхности заготовки удаляется определенный слой металла; в результате уменьшаются ее размеры. Разность между размерами заготовки до и после обработки есть припуск на обработку. Припуск, т. е. подлежащий удалению слой металла, можно снимать с поверхности заготовки не сразу, а постепенно, применяя различные виды обработки, или, как говорят, различные операции. Припуски, последовательно удаляемые при определенных операциях обработки, называются операционными припусками. Общий размер припуска складывается из размеров припусков под каждую операцию. Предположим, нужно обработать стальную плоскую плитку, для которой заключительная операция—опиливание противолежащих поверхностей. Толщина плитки по чертежу равна 40 мм. Размер заготовки по толщине равен 44 мм, следовательно, общий размер припуска на обработку плитки с двух сторон будет 4 мм. Этот припуск по операциям может складываться так: под обработку поверхностей на станке (например, строгальном, фрезерном) с обеих сторон оставляется по 2,5 мм, под опиливание драчевым напильником — 1 мм и под опиливание личным напильником — 0,5 мм. Чтобы не сделать ошибки при обработке заготовки и не испортить ее, на поверхность заготовки наносят точно по чертежу, с сохранением указанных на нем размеров, контурные линии (риски), обозначающие границы, до которых разрешается снимать излишние слои металла. Перейти за эти границы нельзя, иначе Деталь будет испорчена. Такая операция называется раз-меткой. Точность разметки колеблется от 0,25 до 0,5 мм. Степень точности разметки значительно влияет на точность дальнейшей обработки заготовки. Ошибки, допущенные при разметке, могут привести к тому, что окончательно обработанная деталь окажется браком. Но бывают и обратные случаи, когда заготовки, неточно отлитые и поэтому забракованные, можно исправить путем тщательной разметки, перераспределив припуски для каждой поверхности. Разметка делится на плоскостную и пространственную. Плоскостная разметка (рис. 1, а) выполняется на поверхностях плоских деталей, на полосовом и листовом материале, на поверхностях кованых и литых заготовок. Пространственная разметка (рис. 1,б)—это разметка поверхностей заготовки, расположенных в разных плоскостях под разными углами друг к другу. Слесарь очень часто начинает работу именно с разметки. Размечать ему приходится плоские детали, листовой и полосовой материалы, а также различные поковки и отливки и заготовки из сортового материала.
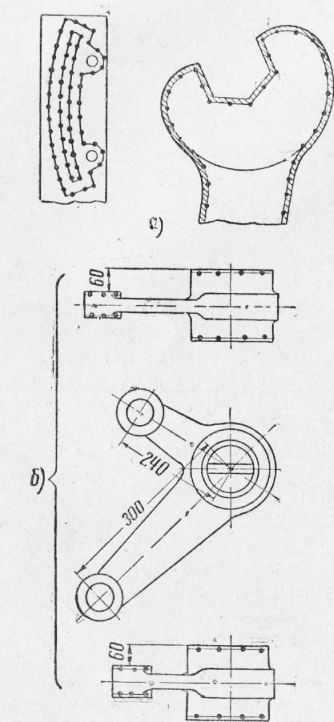
Рис. 1. Примеры разметки:
а — плоскостной (слева — размеченная заготовка паровозной кулисы, справа — размеченная заготовка гаечного ключа), б —- пространственной (размечен угловой рычаг)
Разметка — сложная и ответственная работа, требующая очень внимательного выполнения. Производящий разметку должен хорошо читать чертежи, отлично знать разметочный и измерительный инструменты и уметь правильно пользоваться ими. Реклама:Читать далее:Инструменты и приспособления, применяемые при разметке в слесарном делеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|