|
|
Категория:
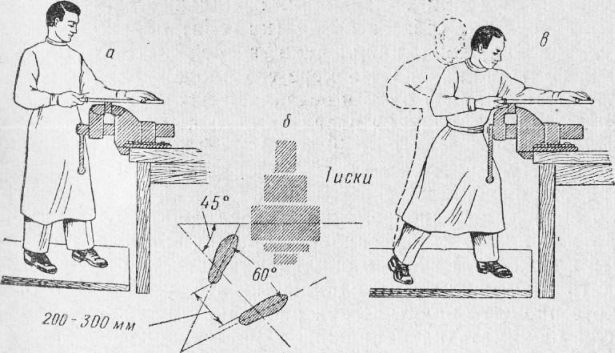
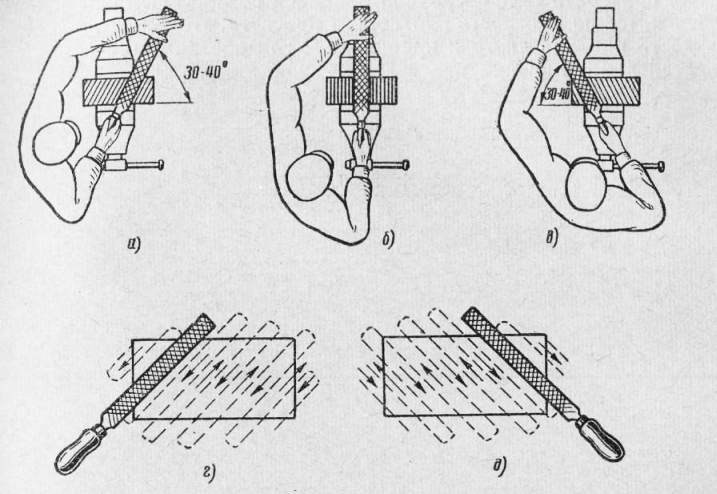
Опиливание металла Опиливаемое изделие зажимают в тисках так, чтобы обрабатываемая поверхность выступала над губками тисков на высоту от 5 до 10 мм. Зажим производят между нагубниками. Тиски должны быть установлены по росту работающего и хорошо закреплены. При опиливании надо стоять перед тисками слева или справа, смотря по надобности, повернувшись на 45° к оси тисков. Левую ногу выдвигают вперед по направлению движения напильника, правую ногу отставляют от левой на 200—300 мм так, чтобы середина ее ступни находилась против пятки левой ноги.
Рис. 1. Опиливание:
а – нормальное положение корпуса работающего, б — схема расположения ног, в — положение корпуса работающего при тяжелом опиливании
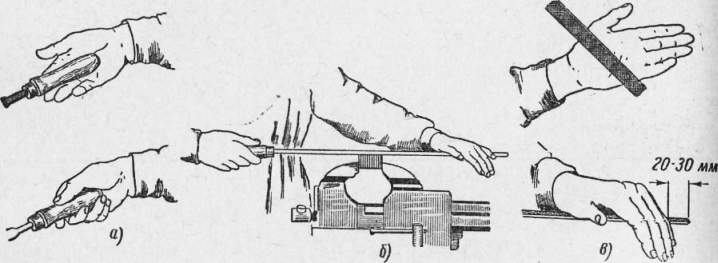
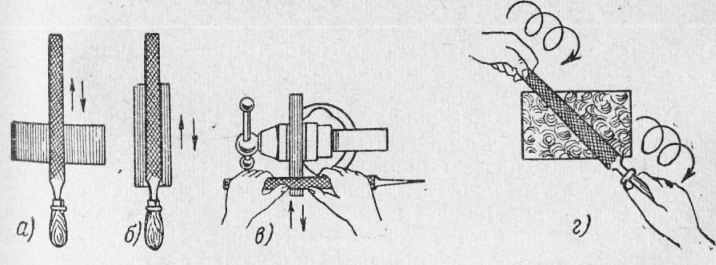
Напильник берут в правую руку за ручку (рис. 2), упирая ее головкой в ладонь; большой палец кладут на ручку вдоль, остальными пальцами поддерживают ручку снизу. Положив напильник на обрабатываемый предмет, накладывают левую руку ладонью поперек напильника на расстоянии 20—30 мм от его конца. При этом пальцы должны быть полусогнуты, а не поджаты, так как иначе их легко поранить об острые края обрабатываемого изделия. Локоть левой руки приподнимают. Правая рука—от локтя до кисти — должна составлять с напильником прямую линию.
Рис. 2. Приемы работы напильником:
а —положение ручки напильника в правой руке, б — выполнение опиливания, в — положение левой руки на напильнике
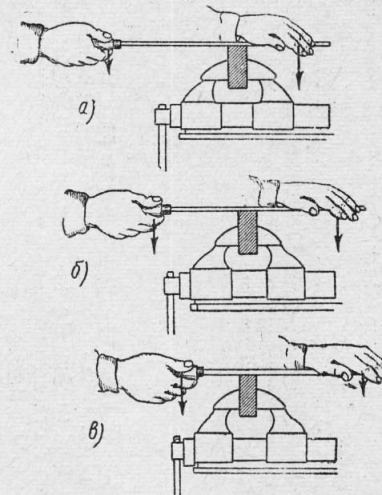
Действия рук при опиливании. Напильник двигают обеими руками вперед (от себя) и назад (на себя) плавно, на всю его длину. При движении напильника вперед на него нажимают руками, но не одинаково. По мере его продвижения вперед усиливают нажим правой руки и ослабляют нажим левой (рис. 3). При движении напильника назад на него не нажимают. Рекомендуется делать от 40 до 60 двойных движений напильника в минуту. При опиливании плоскостей напильник нужно двигать не только вперед, но одновременно и перемещать его в стороны вправо или влево, чтобы спиливать равномерный слой металла со всей плоскости. Качество опиливания зависит от умения регулировать силу нажима на напильник; это умение достигается только в процессе практических работ по опиливанию. Если нажимать на напильник с постоянной силой, то в начале рабочего хода он будет отклоняться рукояткой вниз, а в конце рабочего хода — передним концом вниз. При такой работе будут «заваливаться» края обрабатываемой поверхности. Способы опиливания. Самое сложное в опиливании—получить ровно обработанную поверхность. Трудность заключается в том, что производящему опиливание не видно, действительно ли он снимает в данный момент тот слой металла и в том месте, где это необходимо. Правильно опилить плоскость можно только в том случае, если выбран напильник с прямолинейной или выпуклой, но не вогнутой поверхностью и если опиливание выполняется движением напильника вперекрестку (косым штрихом), т. е. попеременно с угла на угол. Для этого сначала ведут опиливание, предположим, слева направо под углом 30—40° к боковым сторонам тисков. После того как в этом направлении пройдена вся плоскость, надо, не прерывая работы (чтобы не сбиться с темпа), перейти к опиливанию прямым штрихом и затем продолжать опиливание снова косым штрихом, но уже справа налево. Угол сохраняется прежним. В результате на плоскости получается сеть перекрестных штрихов. По расположению штрихов можно проверить правильность обработанной плоскости. Допустим, что на плоскости, опиленной слева направо, наложением проверочной линейки обнаружилась в середине выпуклость, а по краям завал. Очевидно, что плоскость опилена неправильно. Если теперь продолжать опиливание движением напильника справа налево так, чтобы штрихи ложились только на выпуклость, то такое опиливание будет правильным. Если же штрихи будут обозначаться как на выпуклости, так и на краях плоскости, то это будет означать, что опиливание снова ведется неправильно. Отделка обработанной поверхности. Опиливание поверхности обычно заканчивается ее отделкой, которая производится различными способами. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкуркой, абразивными брусками. Отделка напильниками производится поперечным, продольным и круговым штрихами. Чтобы получить в результате отделки гладкую и чистую поверхность, очень важно не допускать на ней глубоких царапин при доотделочном опиливании. Так как царапины получаются от опилок, застрявших в насечке напильника, необходимо во время работы насечку чаще прочищать и натирать мелом или минеральным маслом. Еще более тщательно надо прочищать и натирать мелом или маслом (а при опиливании алюминия — стеарином) насечку отделочных напильников, особенно при работе по вязким металлам. После отделки напильником поверхность обрабатывают абразивными брусками или абразивной шкуркой (мелкими номерами) всухую или с маслом. В первом случае получают блестя-дую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку следует натирать стеарином.
Рис. 3. Распределение вертикальной силы зажима правой и левой рук на напильник (разная сила нажима показана соответственно стрелками разной величины);: а — в начале движения, б — в середине движения, в — в конце движения
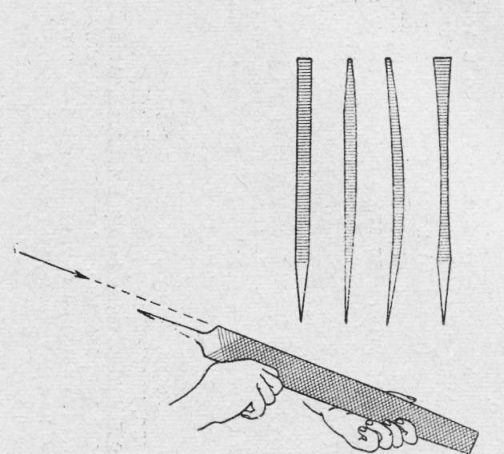
Рис. 4. Проверка напильника на прямолинейность
Обработка плоской поверхности шкуркой требует умения; неправильная работа шкуркой может привести к порче изделия., Для отделки поверхностей пользуются также деревянными брусками с наклеенной на них абразивной шкуркой. Иногда шкурку навертывают на плоский напильник (в один слой) или же натягивают на напильник полоску шкурки, придерживая ее при работе, как показано на рис. 7, е.
Рис. 5. Опиливание;
а, б и в — последовательные положения работающего, г — движение напильника при опиливании
При отделке криволинейной поверхности, а также в тех случаях отделки прямолинейной поверхности, когда возможный небольшой завал краев не будет считаться браком, шкурку навертывают на напильник в несколько слоев.
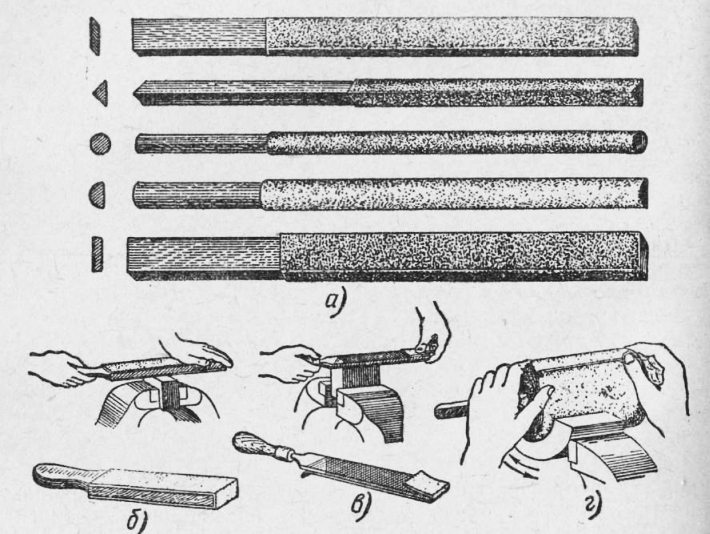
Рис. 6. Отделка поверхности напильником:
а —поперечным штрииом, б и в — продольным штрихом, г —круговым штрихом
Измерение и контроль при опиливании. Чтобы убедиться в правильном опиливании плоскости, необходимо время от времени проверять ее проверочной линейкой на просвет. Если линейка ложится на плоскость плотно, без просвета, это значит, что плоскость опилена чисто и правильно. Если обозначается ровный по всей длине линейки просвет,— плоскость опилена правильно, но грубо. Такой просвет образуется оттого, что насечка напильника оставляет на поверхности металла тонкие бороздки и линейка опирается на их вершинки.
Рис. 7. Отделка опиленных поверхностей.
а — деревянные бруски с наклеенной наждачной бумагой, б — отделка поверхности детали деревянным бруском, в — абразивной бумажной шкуркой, натянутой на напильнике, г — отделка вогнутой поверхности абразивной шкуркой
На неправильно опиленной плоскости при наложении линейки обнаружатся неровные просветы. Проверка на просвет производится по всем направлениям контролируемой плоскости: вдоль и поперек и с угла на угол, т. е. по диагонали. Линейку надо держать тремя пальцами правой руки—большим, указательным и средним. Нельзя передвигать линейку по проверяемой плоскости: она от этого изнашивается и теряет прямолинейность. Чтобы переместить линейку, ее надо приподнять и осторожно наложить на новое место. При проверке угольником его осторожно и плотно прикладывают длинной стороной к широкой плоскости детали; короткую сторону подводят к проверяемой боковой стороне и смотрят на свет Если деталь с этой стороны опилена правильно, короткая сторона угольника плотно ляжет поперек боковой стороны детали В случае неправильного опиливания угольник коснется либо только середины боковой стороны (если эта сторона выпуклая), либо какого-нибудь края (если боковая сторона косая). Для проверки параллельности двух плоскостей пользуются кронциркулем. Расстояние между параллельными плоскостями в любом месте должно быть одинаковым. Кронциркуль держат правой рукой за шайбу шарнирного соединения. Установка раствора ножек кронциркуля на определенный размер производится легким постукиванием одной из ножек по какому-нибудь твердому предмету. Ножки кронциркуля надо устанавливать на детали так, чтобы их концы находились друг против друга. При косо установленных ножках, смещениях и наклонах при проверке будут получены неверные результаты. Для проверки устанавливают раствор ножек кронциркуля точно по расстоянию между плоскостями в каком-либо одном месте и перемещают кронциркуль по всей поверхности. Если при перемещении кронциркуля между его ножками ощущается качка, это значит, что в данном месте расстояние между плоскостями меньше; если же кронциркуль перемещается туго (без качки), это значит, что расстояние между плоскостями в данном месте больше, чем в другом. Две плоскости могут считаться параллельными между собой, если ножки перемещаемого кронциркуля скользят по ним с легким трением равномерно. Реклама:Читать далее:Опиливание широких и узких плоскостейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|