|
|
Категория:
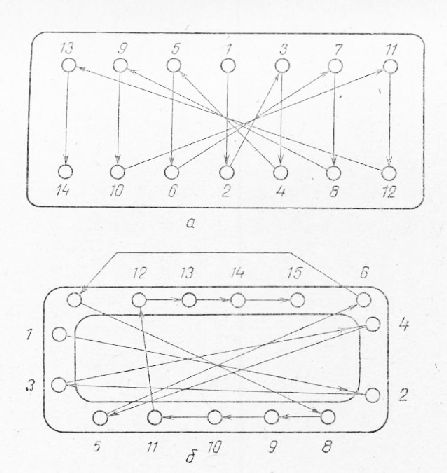
Нестандартный инструмент Завинчивание гаек и винтов. Собирая машины и их агрегаты, особенно те, узлы которых работают под большим внутренним давлением или испытывают переменные нагрузки, совершенно необходимо затягивать крепежные детали равномерно, с определенным усилием. Если же не соблюдать этого, может произойти деформация сопрягаемых деталей, появится течь масла и воды по плоскостям разъема, быстро ослабнут соединения. Поэтому затягивать гайки и винты следует, во-первых, в определенной последовательности и, во-вторых, с необходимым усилием и равномерно. Последовательность затяжки. Затягивать гайки и винты нужно в несколько приемов, за каждый прием на одну-две грани. После полной затяжки необходимо все гайки отвернуть на 3-5° (сместить грани на 1-1,5 мм) для устранения напряжения скручивания в шпильках. При завинчивании гаек, подлежащих шплинтовое (прорезных или корончатых), в случае несовпадения прорези с отверстием в болте необходимо повертывать их в сторону увеличения затяжки, до совпадения ближайшей прорези на гайке с отверстием для шплинта в болте. После затяжки гайки длина выступающей части болта или шпильки должна быть в пределах одной — трех ниток. Гайки, крепящие головки цилиндров, сделанных из алюминия, следует затягивать только на холодном двигателе. Выполнение этой операции на горячем двигателе не приводит к цели, так как коэффициент линейного расширения алюминия значительно больше, чем у стали. Гайки, крепящие детали с резиновыми прокладками (например, впускные трубы двигателей автомобилей ГАЗ-66), т- е. те, которые не могут ограничивать затяжку до упора, следует затягивать с умеренным усилием, причем поочередно, то правый, то левый ряд гаек. Когда в соединяемых деталях более двух болтов, винтов или гаек, то их все сначала нужно завернуть, не прилагая значительных усилий, до полного прилегания к шайбам, а затем затянуть в порядке, который указывается в соответствующей технической документации на сборку каждого агрегата. В тех случаях, когда технические условия отсутствуют, для равномерного обжатия прокладок и предупреждения, опасных-деформаций детали крепления следует затягивать в последовательности, предложенной в качестве примера на рисунках 1, а, б, в, г. д. Цифры на схемах показывают последовательность выполнения операций. Усилие затяжки резьбовых соединений — весьма важный фактор. Недостаточное усилие приводит к нарушению плотности соединения, особенно отрицательно оно влияет на резьбовые соединения, воспринимающие переменные нагрузки, например шатунные болты. При испытании шатунных болтов двигателей СМД-14 на усталостную прочность выявлено, что при снижении момента предварительной затяжки от 150 Н-м (нормальный момент для этого соединения) до 50 Н-м (от 15 до 5 кгс-м) несущая способность шатунных болтов сократилась втрое. Некоторое увеличение момента предварительной затяжки не вызывает опасности разрушения болтов, однако может привести к искажению геометрии постелей вкладышей, что крайне нежелательно; при излишне большом усилии затяжки, превышающем предел текучести материала, возможен обрыв винтов и болтов, что приводит в ряде случаев к аварии. Особую осторожность необходимо проявлять при затяжке болтов, винтов и гаек малых размеров (6, 8, 10 мм), так как легко повредить их, а иногда и свернуть стержень винта или. болта. Ключ следует накладывать на гайку полностью, всей Плоскостью зева, и затягивать плавно, без рывков, не прилагая больших усилий. При всех крепежных операциях преимущественно нужно пользоваться накидными и торцовыми ключами — они лучше держатся на гайках и удобны в работе. Применять разводные ключи следует только в самых крайних случаях, когда других ключей в данный момент нет, а работа должна быть выполнена немедленно.
Рис. 1. Схемы последовательности затяжки гаек и винтов:
а — головки блока: б — картера двигателя; в - крышек ‘коренных подшипников; г — колес автомобиля; д — фланца на четырех винтах; е — гайка с пазами
Чтобы получить нужный момент затяжки резьбового соединения, применяют предельные и динамометрические ключи. Но, хотя усилие затяжки изменяется прямо пропорционально моменту на ключе, тем не менее эта зависимость может значительно отличаться для разных резьбовых пар. Дело в том, что на усилие затяжки влияет целый ряд факторов, как-то: защитное покрытие, нанесенное на резьбу, ее смазка, твердость трущихся поверхностей и т. д. Например, если при постоянном моменте на ключе затянуть резьбовое соединение без покрытия и без смазки и считать при этом усилие затяжки за единицу, то при смазке резьбы веретенным маслом относительная величина усилия затяжки окажется равной 1,08, а при смазке касторовым маслом 1,22. Зная это обстоятельство, при сборке машин и их узлов нужно строго соблюдать технические условия. Если, например, была предусмотрена сборка со смазкой резьбы и торца гайки, а проведена операция без смазки, будет допущена ошибка в усилии затяжки в среднем на 8%. Отвинчивание гаек и винтов. В результате длительного пребывания в затянутом состоянии в резьбовых соединениях происходят процессы (окисление и др.), которые в значительной степени затрудняют отвертывание гаек и винтов. Например, по данным. С. Колясинского, при разборке автомобилей ЗИЛ-164 и их агрегатов необходимы значительные крутящие моменты. В целях облегчения отвертывания гаек, сидящих на загрязненных винтах, Украинским филиалом ГОСНИТИ предложена конструкция гайки с торцовыми пазами (рис. 1, е). Пазы изготовлены так, что наружная кромка паза проходит по касательной к наружному диаметру резьбы, а внутренняя — на расстоянии 1,5-2,0 5 шага резьбы. Перерезанный таким образом виток резьбы гайки образует резец, который при повороте гайки острым углом срезает и удаляет через канавку слой прилипшей грязи. По наблюдениям, гайки с такими пазами можно отвинчивать с загрязненных винтов, прилагая крутящий момент в 2- 8 раз меньший, чем при отвинчивании обычных гаек. Чтобы облегчить отвертывание обыкновенных, тугосидящих гаек, нужно вначале очистить выступающую резьбу болта или шпильки от пыли и грязи, а затем смазать чистым жидким маслом. При очистке болтов, резьба которых забита почвой, нужно применять воду, а уже только после того, как резьба будет отмыта, ее можно смазывать жидким маслом. В числе способов, которые ремонтники применяют для облегчения отвертывания тугосидящих гаек, можно назвать следующие. Способ первый. Завернуть гайку на оборота, а затем уже пытаться отвертывать. Способ второй. Перед обвертыванием остукать грани гайки молотком. Способ третий. Залить под гайку керосин и дать постоять несколько часов. Способ четвертый. Нагреть гайку паяльной лампой или электрическим током через сварочный трансформатор. В некоторых ремонтных предприятиях, когда нет достаточно прочного и удобного инструмента, при разборках применяют зубило, кувалду, газовый резак и т. д., что повреждает сопряженные детали, вызывает дополнительные затраты труда. Поэтому совершенно необходимо оснащать каждое рабочее место исправными ключами и специальными приспособлениями. Требования, предъявляемые к гаечным ключам. Гаечные ключи следует изготовлять из стали марки не ниже 40 ФА или 40 X, а пружинные стержни динамометрических ключей — из стали 35 ХГН. Твердость ключей после окончательной термической обработки должна быть в пределах HRC 45. Желательно дать ключам окисное, фосфатное покрытие с промасливанием, хромовое или цинковое. Прежде чем начать работать ключами, их необходимо испытать на прочность.
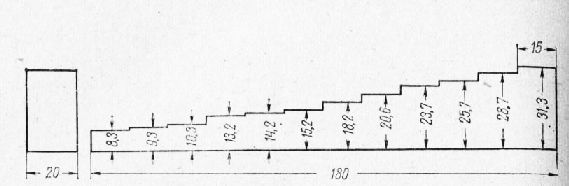
Рис. 2. Калибр для проверки гаечных ключей
Зазоры между губками новых ключей и гайками колеблются в пределах 0,1-0,2 мм. В процессе работы ключами эти зазоры увеличиваются, что очень часто вызывает сми-нание и окончательную порчу гаек, поэтому необходимо периодически проверять размеры зева ключей и в случае их чрезмерного увеличения заменять новыми. Исправлять размеры ключей, ударяя молотком по губкам или зажимая их в тисках, недопустимо, такие ключи через очень короткое время снова становятся негодными. Проверять ключи, бывшие в работе, удобно с помощью калибра, разработанного Сибирским филиалом ГОСНИТИ. Общий вид и размеры калибра показаны на рисунке 2. Если зев проверяемого ключа будет входить в соответствующую ступень калибра, это будет означать, что ключ непригоден к дальнейшему использованию. Несмотря на то, что номенклатура гаечных ключей четко разработана и утверждена соответствующим Гостом, часто в технической литературе, спецификациях заводов и на ремонтных предприятиях одни и те же ключи называют по-разному. Реклама:Читать далее:Ключи для дефектных или труднодоступных гаек или винтовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|