|
|
Категория:
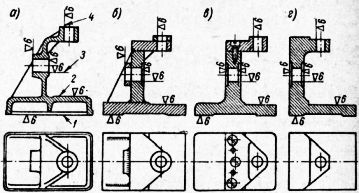
Приспособление для механической обработке Все элементы и узлы приспособления размещаются и закрепляются на его корпусе, объединяющем их в единую конструкцию. На корпусе предусматриваются посадочные поверхности, которыми приспособление ориентируется на станке, а также чисто и точно обработанные поверхности для размещения установочных и направляющих элементов. Корпус приспособления воспринимает все усилия, действующие на обрабатываемую деталь в процессе ее закрепления и обработки, и поэтому должен обладать достаточной прочностью, жесткостью и виброустойчивостью. Эти качества обеспечиваются выбором рациональной конструкции корпуса и в первую очередь введением ребер жесткости. Форма и размеры корпуса зависят от конфигурации и размеров, а также от числа деталей, одновременно устанавливаемых в приспособление, и от того, для какого типа станка (токарного, сверлильного, фрезерного и т. д.) оно предназначается. На конструктивное оформление корпуса оказывает влияние и способ его выполнения. Корпуса изготовляют литьем по индивидуальным моделям, путем сварки из элементов, вырезанных из листовой стали, сборкой из отдельных частей, получаемых отливкой или вырезкой из листовой стали, и дообработки стандартных литых заготовок. В качестве примера рассмотрим влияние способа изготовления на конструктивное оформление корпуса кондуктора. В корпусе плоскость служит посадочной поверхностью, поверхности предназначаются под установочные элементы, а отверстие — под кондукторную втулку. На рис. 1, а показан вариант корпуса, получаемого отливкой. При разработке его конструкции учтены все требования, предъявляемые к отливкам. Для уменьшения объема обработки чисто и точно обрабатываемые поверхности возвышаются над примыкающими к ним черными поверхностями. Предусмотрены ребра жесткости, повышающие прочность и жесткость всего корпуса.
Рис. 114. Варианты конструкции корпуса кондуктора при разных способах его изготовления. На рис. 1, б представлен вариант корпуса, изготовляемого путем сварки из отдельных частей. Здесь также предусмотрены ребра жесткости. Чисто и точно обрабатываемые поверхности располагаются на разных уровнях с прилегающими к ним черными или грубо обработанными поверхностями. На рис. 1, в изображен сборный корпус, состоящий из двух частей — стандартной Т-образной литой заготовки и специальной планки. Соединяемые друг с другом части фиксируются двумя штифтами и скрепляются винтами (или склеиваются). Сборные корпуса проектируют в тех случаях, когда хотят использовать нормализованные или стандартные заготовки или когда затруднительно обработать отдельные труднодоступные поверхности корпуса, если он неразборный. На рис. 1, г показан корпус, выполненный целым из стандартной литой заготовки. Применение того или иного способа изготовления определяется конкретными условиями завода: степенью загруженности заказами литейного и сварочного цехов, себестоимостью корпуса при различных способах его выполнения и т. д. На практике наибольшее распространение получили литые и сборные корпуса. Необходимо, однако, иметь в виду, что жесткость сборных корпусов несколько ниже, чем цельных литых. Литые корпуса и части сборных корпусов обычно отливаются из чугуна марок СЧ12-28 и СЧ15-32. Реже применяется стальное литье. Для сварных корпусов, используется листовая сталь. При проектировании корпуса независимо от способа его изготовления конструктор должен предусмотреть: обеспечение требований прочности, жесткости и виброустойчивости; достаточные зазоры между деталью и стенками корпуса, позволяющие свободно ставить и снимать деталь; возможность легкого удаления стружки. Реклама:Читать далее:Стандартизация заготовок корпусовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|