|
|
Категория:
Эксплуатация транспортного оборудования цехов Обжимные станы-блюминги и слябинги предназначены для прокатки крупных слитков в полупродукт (блюмы и слябы). Наибольшее сечение блюмов 450×450 мм, наименьшее 140×140 мм. В основном эти блюмы применяют в качестве исходного материала на крупносортных станах для прокатки крупных профилей сортовой стали и на заготовочных станах для прокатки заготовок требуемых размеров. В отдельных случаях на блюминге прокатывают фасонные заготовки для крупных балок, швеллеров и других фасонных профилей. Заготовки прямоугольного сечения с отношением ширины к толщине, равным примерно 3—12, называют слябами и прокатывают их на слябингах и блюмингах. Необходимый сортамент слябов определяется сортаментом листовых станов, где их применяют в качестве иходного материала для горячей прокатки листовой стали. Наибольшая толщина слябов достигает 350 мм, а наибольшая ширина 2300 мм. В зависимости от сортамента блюмов, производительности, схемы прокатки и расположения оборудования блюминги можно разделить на одноклетьевые двухвалковые реверсивные и многоклетьевые. К последним относятся двухклетьевые двухвалковые реверсивные и непрерывные блюминги. Наибольшее распространение в качестве заготовочных станов для прокатки блюмов и слябов получили одноклетьевые двухвалковые реверсивные блюминги. В зависимости от диаметра эти блюминги условно можно разделить на три группы: большие с валками диаметром 1200— 1500 мм, средние с валками диаметром 1050—1150 мм и малые с валками диаметром 850—1000 мм. Оборудование этих блюмингов отличается в основном только размерами и производственно-техническими характеристиками. Эти блюминги позволяют регулировать обжатие в отдельных проходах, регулировать скорость прокатки (в зависимости от стадий прокатки, длины полосы, качества), прокатывать на одном комплекте валков слитки различной массы в блюмы и слябы различных сечений. Станы должны быть просты по конструкции, надежны в работе, обеспечивать высокую производительность и низкую стоимость передела слитка в блюмы и слябы, должны быть механизированы и автоматизированы.
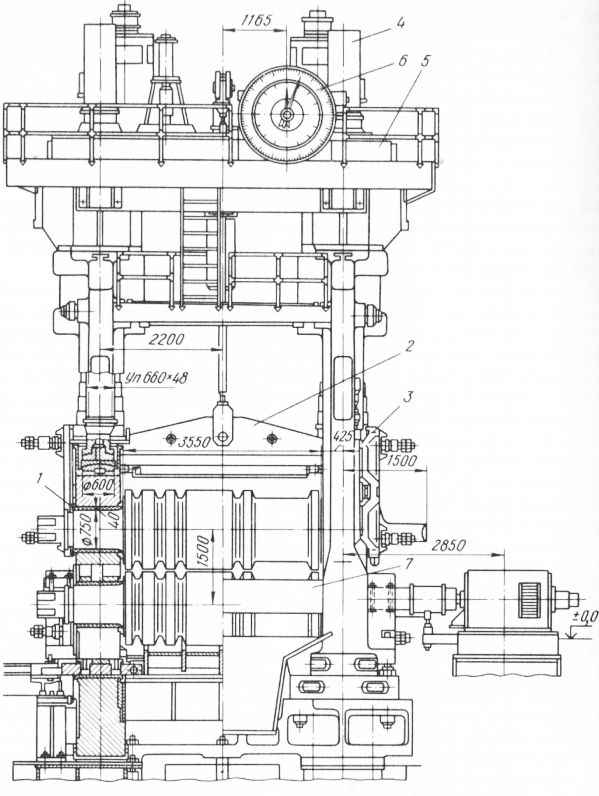
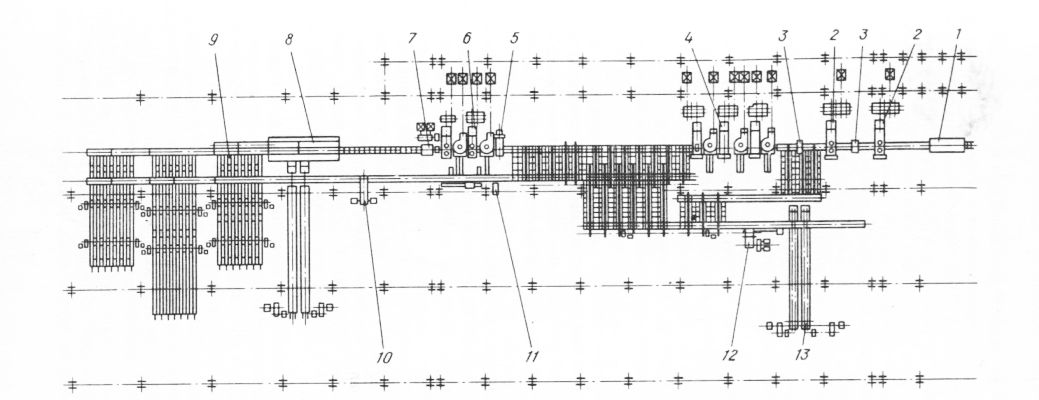
Рис. 1. Рабочая клеть блюминга 1500 Параметры некоторых блюмингов и слябингов, установленных на отечественных металлургических заводах, приведены в таблице. Заготовочные станы предназначены для прокатки блюмов сечением от 250×250 до 400×400 мм в заготовки сечением от 50×50 до 150х производства заготовок на металлургических заводах. Эти станы устанавливают непосредственно за блюмингом или за МНЛЗ. Для прокатки квадратных заготовок сечением свыше 60×60 мм, а также соответствующих круглых, прямоугольных и плоских заготовок применяют непрерывные заготовочные станы двух типов: Первый стан предназначен для прокатки заготовок из углеродистой и легированной сталей сечением 80×80-200×200 мм, полученных из блюмов сечением 370×370 мм, длиной 10 м и массой около 9 т. Второй служит для прокатки заготовок сечением 60×60—170×170 мм из блюмов сечением 300×300 мм, длиной 10 м и массой 7,2 т. На этих станах из указанных блюмов можно также прокатывать круглые трубные заготовки, а из прямоугольных блюмов — прямоугольные и плоские заготовки. Непрерывный заготовочный стан 900/700/500 конструкции ВНИИ— метмаша и ЮУЗМ состоит из 14 двухвалковых клетей, расположенных в трех группах: обжимной — из двух клетей и двух непрерывных — из шести клетей каждая. Основная отличительная особенность этого стана — чередование клетей с вертикальными и горизонтальными валками в непрерывных группах. После резки ножницами на мерные длины горячие блюмы сечением 370×370 мм поступают по рольгангу (без дополнительного подогрева) со скоростью около 0,2 м/с в первую обжимную клеть 900×1300. При необходимости можно блюм повернуть на 180° в горизонтальнй плоскости для задачи его в клеть 900 концом, в котором нет признаков усадочной рыхлости. Две обжимные клети 900×1300 мм 3 установлены отдельно; расстояние от второй клети этой группы до первой клети второй группы позволяет осуществлять свободную кантовку блюма при помощи кантователя, расположенного на рольганге между этими группами клетей. Первая непрерывная группа состоит из двух клетей 900×1300 мм (аналогичной конструкции с клетями обжимной группы) и четырех клетей с валками 730×1300 мм; из этих четырех клетей в первой и третьей предусмотрены вертикальные валки. При прокатке в этой группе можно получать заготовки сечением 200×200, 170×170 и 150×150 мм (соответственно из четвертой, шестой и восьмой клети по порядку клетей стана). Крупные заготовки сечением более 150×150 мм с отводящего рольганга при помощи поперечного транспортера направляются на боковой рольганг с концевым стационарным упором; далее эти заготовки рольгангом подаются к ножницам с нижним резом усилием 10 МН, разрезаются на мерные длины в пределах 6—8 м и по рольгангу направляются на холодильники. Заготовки сечением 150×150 мм, выходящие со скоростью до 2,3 м/с, по рольгангу направляются ко второй непрерывной группе для дальнейшей прокатки. Вторая группа состоит из шести чередующихся клетей 530×900 мм с вертикальными и горизонтальными валками. При прокатке в этой группе можно получить заготовки сечением 120×120, 100×100, и 80×80 мм (соответственно из 10, 12 и 14-ой клети). Для того чтобы в девятую клеть задавать заготовку постоянной температуры, на промежуточном рольганге заготовка останавливается поднимающимся упором и выдерживается некоторое время на рольганге. Передний неровный конец заготовки обрезается маятниковыми летучими ножницами усилием 1,5 МН. В случае необходимости (по условиям калибровки валков) заготовка кантуется кантователем. По выходе из последней клети заготовка сечением до 80×80 мм разрезается летучими ножницами на мерные длины в пределах 8—12 м; разрезанные заготовки собираются в пачки на пакетирующем рольганге 21 и по рольгангам 23 направляются на холодильники 24. Летучие ножницы усилием 1,5 МН разрезают эти заготовки, движущиеся со скоростью 3—7 м/с, при этом их клеймят. Все технологические операции на стане механизированы и автоматизированы. На стане применены: Средняя производительность 760 т/ч; масса оборудования 10500 т. На рис. 21.4 показан непрерывный заготовочный стан 950/750/650 металлургического завода в Хюнедоара (Румыния) конструкции фирмы “Siemaq”. Стан предназначен для прокатки квадратной заготовки сечением 70×70-240×240 мм, плоской заготовки сечением 100×120— 100×520 мм, а также заготовки специальных сечений. Исходным материалом являются блюмы сечением до 360×360 мм.
Рис. 2. Схема расположения оборудования непрерывно-заготовочного стана 950/750/650: Стан состоит из двенадцати двухвалковых клетей, расположенных в трех группах: две клети двухвалковые с горизонтальными валками,-шесть клетей двухвалковых 750 с горизонтальными и вертикальными-валками, четыре клети двухвалковые 650 с горизонтальными и вертикальными валками. Стан оборудован кантователями, расположенными между клетями первой группы и между клетями первой и второй групп, маятниковыми и летучими ножницами, установленными соответственно перед третьей группой и за ней, а также пилой и ножницами горячей резки, размещенными на обводном и отводящем рольгангах. Реклама:Читать далее:Листовые станы горячей прокаткиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|