|
|
Категория:
Пайка при индукционном нагреве Способность припоя во время пайки смачивать поверхность, растекаться по ней и втягиваться в зазоры в значительной мере зависит от состояния поверхностей деталей перед пайкой. Нельзя получить стабильной, качественной пайки на грязных и окисленных деталях. Пайке препятствует наличие изолирующего слоя, каковым может быть жир, краска, окалина, ржавчина и т. д., которые затрудняют сцепление припоя с металлом, ухудшают смачивание.
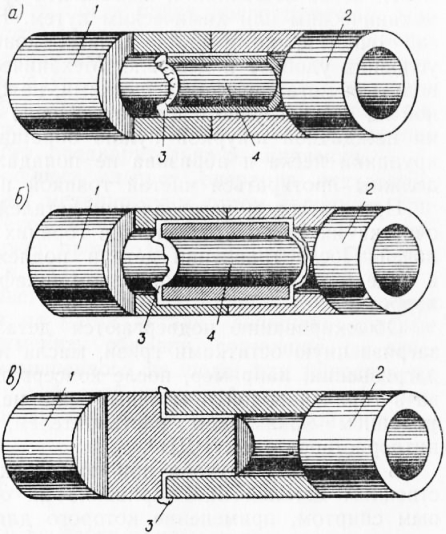
Рис. 1. Образцы соединений под высокочастотную пайку с заложенным в шов припоем в виде фольги:
а — втулка впаивается в толстостенную трубу; б — соединение толстостенных труб при помощи втулки; в — соединение точеной детали с толстостенной трубой:
1 и 2 — спаиваемые детали; 3— припой в виде фольги; 4 — впаиваемая втулка
Подготовительная обработка деталей перед пайкой заключается в очистке и обезжиривании. Очистка поверхности в зависимости от ее состояния и имеющихся средств может производиться механическим или химическим путем. Наиболее пригоден тот способ очистки, который в данных конкретных производственных условиях удобнее и дешевле. Механическая очистка может производиться металлическими щетками, наждачной шкуркой или обдувкой на пескоструйном аппарате. После очистки песком или зачистки наждачной шкуркой нужно обращать внимание на то, чтобы крупинки песка и абразива не попадали в шов, для чего детали должны протираться чистой тряпкой или обдуваться воздухом. При массовом изготовлении деталей хорошие результаты дает очистка их путем травления в горячих растворах кислот или щелочей. После травления детали подлежат тщательной промывке в воде и просушке в сушильном шкафу во избежание появления коррозии. Обезжириванию подвергаются детали, имеющие поверхность, загрязненную остатками грязи, масла или эмульсии. В отдельных случаях при подготовке к пайке наиболее ответственных деталей обезжиривание их следует производить этиловым спиртом, применение которого для этих целей благоприятно отражается на результатах пайки. Хранение очищенных деталей, идущих на пайку, и их сборка должны производиться в условиях, обеспечивающих невозможность возникновения коррозии и попадания на детали жира и грязи. Процесс пайки в массовом производстве требует чистоты и высокой производственной культуры. Реклама:Читать далее:Обработка деталей после пайкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|