|
|
Категория:
Шлифование и полирование стекла При автоматизированном производстве выдувной посуды на стеклоформующих автоматах колпачок изделия удаляют способом огневой отрезки, при котором исключаются такие операции, как отколка колпачка, последующая шлифовка края, его закругление и оплавка.
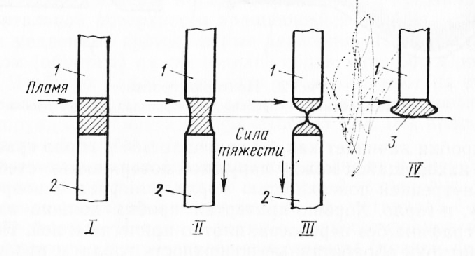
Рис. 1. Стадии (I…IV) огневой отрезки колпачка:
1 — изделие, 2 — колпачок, 3 — капля
Принцип огневой отрезки состоит в том, что расположенные по периметру изделия 1 горелки настолько быстро прогревают узкую зону стенки, что под действием собственной силы тяжести колпачок отделяется (стадия III), не деформируя стенок изделия. При этом либо изделие вращается относительно неподвижной горелки, либо горелка вращается вокруг неподвижного изделия. Выбор варианта зависит от ассортимента изделия и стабильности его геометрических размеров, в частности толщины стенки изделия. Когда колпачок отделяется, стенка изделия в узкой зоне нагрева проплавляется и становится тоньше, причем одновременно с отделением колпачка вытягивается стеклянная нить, которая затем под действием сил поверхностного натяжения, стягивается в каплю (стадия IV). При этом на краю изделия образуется утолщение. В основу работы машин по огневой отрезке колпачка положен принцип «стягивания колпачка», отделения колпачка под действием внешних усилий, приложенных к изделию. В результате в утолщенном крае изделия силы поверхностного натяжения действуют после отделения колпачка на значительно меньшем участке размягченной стекломассы, что и приводит к образованию более тонкого края обрабатываемого изделия. Автомат НСО-12 для огневой отрезки колпачков выдувных стеклоизделий смонтирован на передвижной станине в виде центральной полой кЫюнны. Машина состоит из двух непрерывно вращающихся столов, кольцевых горелок, опорно-зажимных устройств, двух приводных устройств и механизма регулирования, с помощью которого можно задавать различную скорость движения столов и вращающихся горелок. На нижнем столе установлено 12 кольцевых горелок, на верхнем столе—12 опорно-зажимных устройств. Каждое такое устройство состоит из поворотного держателя, который приводится в движение кулачком и цепной передачей. Там же на переворачивающемся шпинделе смонтирован вакуумный держатель, удерживающий изделие. Кроме того, каждое опорно-зажимное устройство снабжено зажимными клещами, захватывающими колпачок. Первое приводное устройство приводит в движение различные части машины, второе предназначено для вращения кольцевых горелок. Два раздельных привода позволяют отрегулировать работу машины таким образом, что на ней можно обрабатывать изделия любого размера. Стаканы или другие изделия с колпачком подают к машине конвейером, откуда их снимают вручную и просматривают для отбраковки, а затем загружают в машину. После того как держатель, непрерывно вращающийся вместе с верхним столом машины, пройдет загрузочное положение, на его вакуумной пластине создается разрежение, с помощью которого изделие удерживается во время всего цикла обработки. Переворачивающий шпиндель опрокидывает держатель на 180° и остается в таком положении со стаканом, перевернутым вверх дном, до конца процесса огневой отрезки. Затем держатель опускается вниз до тех пор, пока стакан не достигнет желаемого положения по отношению к линии огневой отрезки внутри кольцевой горелки. Горелка, вращающаяся вокруг стакана, предварительно нагревает узкое кольцо поверхности стакана до состояния, при котором стекло становится достаточно мягким для равномерного оттягивания. В точно определенный момент процесс предварительного нагревания заканчивается, а зажимные клещи выдвигаются вперед и захватывают колпачок стакана. Одновременно приподнимается нижняя часть стакана, несколько оттягивая предварительно разогретое кольцо стакана. Пламя горелки начинает действовать на оттянутую поверхность стенки. В результате колпачок отделяется. В это время нижняя часть стакана опускается в первоначальное положение в кольцо горелки. Отделенный колпачок падает через отверстие горелки на наклонную поверхность нижнего стола машины и соскальзывает в ящик для боя. Стакан на этой фазе обработки остается внутри вращающейся горелки еще непродолжительное время, необходимое для образования ровного гладкого края на линии огневой отрезки. После формования края изделия держатель с готовым стаканом поднимается, освобождая вращающуюся горелку, и поворачивается на 180° в исходное положение. Вслед за этим прекращается действие разрежения в вакуумном держателе, и изделие,, находящееся в нем, освобождается. Далее готовый стакан вынимают из держателя и переносят на отводящий конвейер, а пустой держатель передвигается в положение загрузки, где в него помещают новое изделие, и цикл огневой отрезки возобновляется.
Рис. 2. Автомат С-30 в технологической линии прессовыдувного автомата:
1 — прессовыдувной автомат. 2 — конвейер, 3—отрезной автомат, 4 — загрузчик изделий, 5 — переставитель изделий, 6 — печать отжига
Если меняют вид обрабатываемых изделий, машину и режим ее работы переналаживают в такой последовательности: меняют держатели и горелки; приводят частоту вращения столов и соответствие с новой частотой вращения горелки; регулируют клапаны подачи газа и кислорода для создания факела пламени; меняют положение держателей и регулируют их работу; меняют зажимные клещи и регулируют их работу; регулируют кулачки, приводящие в движение зажимные клещи. Автомат С-30 (рис. 2) работает в технологической линии прессовыдувного автомата, которая выпускает стаканы. Прессовыдувной и отрезной автоматы работают синхронно. Сформованные на автомате стаканы подбирает шестирукавный автоматический загрузчик, который переворачивает стакан в момент подачи его от конвейера стеклоформующей машины к автомату огневой отрезки колпачка. В автомате колпачки удерживаются вакуумными держателями в перевернутом положении. После отделения колпачка стаканы передаются переставителем в печь для отжига. Одно из основных условий хорошего качества огневой отрезки колпачка — равномерность толщины стенок изделия. Изделия, изготовляемые на этой линии, отвечают такому требованию л отличаются высоким качеством. Для огневой отрезки колпачков вместо газовых горелок может быть использован лазерный луч. Реклама:Читать далее:Обработка изделий на автоматизированных линиях и компоновка поточной линииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|