|
|
Категория:
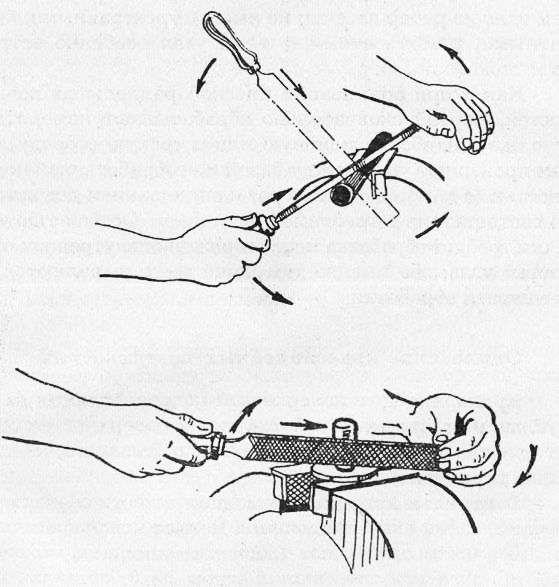
Опиливание металла Криволинейные поверхности подразделяются на выпуклые и вогнутые. Обработка таких поверхностей обычно связана со снятием относительно большого слоя металла (припуска). Выпуклые криволинейные поверхности сначала размечают, затем снимают лишний металл ножовкой или зубилом, а потом опиливают плоскими напильниками: основной припуск снимают напильником № 0, оставляя припуск до разметочной риски в 0,8-1 мм; далее напильником № 4 или № 5 снимают оставшийся припуск до риски. Сила нажима на напильник во время рабочего хода практически не меняется, а изменение его положения относительно обрабатываемой детали — балансировка — напоминает качели (в случае, если деталь закреплена в тисках в горизонтальном положении): Если же деталь закреплена в тисках в вертикальном положении, то движение напильника будет иным:
Рис. 1. Приемы опиливания выпуклых криволинейных поверхностей
Рис. 2. Приемы обработки вогнутых криволинейных поверхностей
В ходе опиливания деталь периодически освобождают из тисков и поворачивают относительно ее оси на небольшой угол (приблизительно на 1/ оборота). Качество работы проверяют при помощи шаблона. Обработку вогнутых криволинейных поверхностей также начинают с нанесения разметки контура детали на заготовке. Большую часть лишнего металла можно удалить зубилом, ножовкой (при этом используется ножовка без рамки) или одновременно высверливанием и выпиливанием, оставив небольшой припуск (рис. 2). А затем полукруглым или круглым напильником спилить припуск до разметочной риски. При выборе напильника следует учесть, что радиус его сечения должен быть несколько меньше радиуса опиливаемой поверхности. Во время работы сочетают два вида движений напильником: прямолинейное — от себя — на себя и вращательное. Качество работы контролируется наложением шаблона. Реклама:Читать далее:Шабрение металлических поверхностейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|