|
|
Категория:
Опиливание металла Далее: Шабрение и притирка Опиливание производится напильниками. Цель опиливания — устранение погрешностей предыдущей обработки, пригонка для достижения определенной посадки сопрягаемых деталей при сборке, снятие заусенцев.. Его можно производить с креплением в тисках — при обработке мелких и средних заготовок, или без этого — при обработке тяжелых и громоздких деталей. Напильники имеют рабочую часть (с насечкой), пятку и хвост, на который насаживается деревянная ручка. Для изготовления напильников по ГОСТ установлены следующие марки стали: У10, У10А, У12, У12А, У13, У13А, а также ШХ6, ШХ9 и ШХ15.
Рис. 1. Слесарное зубило (а) и крейцмейсель (б)
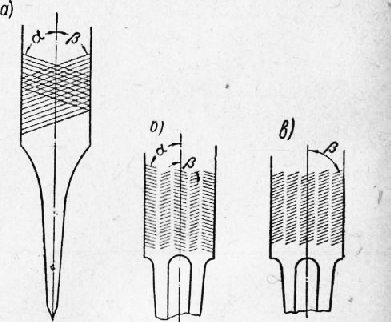
Насечка напильников производится на специальных насечных станках или получается фрезерованием специальной фрезой, а также шлифованием. В зависимости от числа насечек на 1 пог. см напильники разделяются на драчевые (от 4,5 до 12 насечек на 1 пог. см), личные (13—26 насечек) и бархатные (40—63на-сечек). Плоские поверхности напильников подвергаются двойной насечке: нижняя насечка делается под углом а = 55°, а верхняя под углом. Выпуклые поверхности полукруглых напильников, а также напильники круглого и овального профилей подвергаются одинарной насечке рядами, причем расположение рядов у драчевых напильников елочное, а у личных и бархатных — в одну сторону под углом р = 70°.
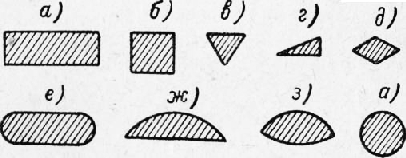
Рис. 2. Профили напильников:
а — плоский; б — квадратный; а — трехгранный; г — ножовочный; д — ромбический; е — плоский с овальными ребрами; Ж — полукруглый; э — овальный; и — круглый
Рис. 3. Схемы насечки Напильников.
Насечки на поверхности напильника образуют множество зубьев, режущие .кромки которых при работе снимают стружку. Чем крупнее зуб, тем ниже чистота обработанной поверхности. Драчевые напильники применяются для спиливания припусков, снятия фасок, крупных заусенцев; личные напильники имеют мелкую насечку и используются для пригонки поверхностей сопрягаемых деталей и получения более чистых (7— 8-й классы чистоты) поверхностей. Бархатными напильниками, имеющими самую мелкую насечку, может быть достигнута наиболее высокая точность (до 0,005 мм) обработки и чистота поверхности 9—12-го классов. Помимо перечисленных выше, ГОСТ устанавливает еще один вид напильников—брусовки. Брусовки изготовляются квадратного профиля, длиной 400—500 мм, с числом насечек 4—5 на 1 пог. см; их применяют для наиболее грубых работ. На заводах Советского Союза к операции ручного опиливания стараются прибегать как можно реже и заменяют ее применением специальных опиловочных станков, переносных электрических и пневматических машин с абразивными кругами и др. Реклама:Читать далее:Шабрение и притиркаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|