 Опиливание сопряженных поверхностей под углом
Опиливание сопряженных поверхностей под углом
Категория:
Опиливание металла
Опиливание сопряженных поверхностей под углом
В изделиях с сопряженными поверхностями встречаются наружные и внутренние углы. Наружные углы обрабатывают плоскими напильниками, внутренние углы в зависимости от их величины можно обрабатывать плоскими, трехгранными, квадратными, ножовочными и ромбовидными напильниками.
При опиливании сопряженных поверхностей под различными углами следует применять трехгранные и квадратные напильники с одной гладкой стороной. Это необходимо для того, чтобы при опиливании сопряженной поверхности не испортить ранее опиленную плоскость насеченной частью напильника»
Рассмотрим несколько примеров опиливания поверхностей под углом.
Опиливание стального клина с точностью до 0,5 мм.
Данная работа выполняется так:
1) зажимают деталь в тиски плоскостью А вверх;
2) опиливают драчевым и личным напильниками плоскость А под линейку;
3) снимают деталь и зажимают ее в тисках плоскостью Б вверх;
4) опиливают плоскость Б драчевым и личным напильниками так, чтобы она была параллельна плоскости А и соответствовала размеру, указанному на чертеже;
5) снимают деталь, надевают на тиски нагубники и зажимают деталь в тискач стороной 4 вверх;
6) опиливают драчевым и личным напильниками сторону 4, проверяя ее правильность линейкой и угольником по стороне А;
7) снимают деталь и зажимают ее в тисках стороной 2 вверх;
8) опиливают драчевым и личным напильниками сторону 2 под линейку и угольник так, чтобы она была параллельна стороне 4 и, сопрягаясь с плоскостью А под прямым углом, соответствовала размеру, указанному на чертеже;
9) снимают деталь и зажимают ее в тисках стороной 3 вверх;
10) опиливают драчевым и личным напильниками сторону 3, проверяя ее правильность угольником, приложенным сначала к плоскости А, затем к стороне 4;
11) освобождают деталь и зажимают ее в тисках стороной вверх;
12) опиливают драчевым и личным напильниками сторону, проверяя ее правильность угольником, последовательно приложенным к плоскости А и стороне 4;
13) снимают деталь, надевают на губки тисков нагубники и закрепляют деталь в тисках так, чтобы вверх, параллельно губкам тисков, была направлена скошенная плоскость В;
14) опиливают драчевым и личным напильниками плоскость В по малке; при этом сопряженной с ней плоскости 2 (ленточке) придают окончательный размер по ширине, равный 2,5 мм
15) отделывают клин кругом личным напильником на продольный штрих, окончательно выверяя плоскости и стороны по линейке, угольнику, малке и кронциркулю;
16) снимают заусенцы со всех ребер клина мелким личным напильником.
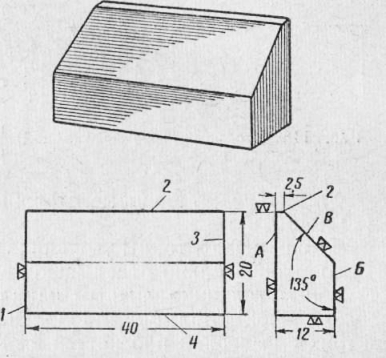
Рис. 1. Стальной клин
Опиливание угольника из стальной поковки с точностью до 0,1 мм (рис. 2).
Порядок выполнения работы таков:
1) опиливают драчевым и личным напильниками наружные стороны А и Б так, чтобы их плоскости были строго перпендикулярны одна к другой и прямолинейны;
2) опиливают внутренние стороны В и Г так, чтобы они были между собой перпендикулярны и соответственно параллельны сторонам Л и Б при одинаковой толщине полок;
3) опиливают боковые стороны полок до требуемой высоты (30 и 40 мм);
4) опиливают торцы угольника до требуемой длины (100 мм)
5) окончательно отделывают все стороны угольника личным напильником под прямой продольный штрих с выверкой плоскостей и сторон контрольно-измерительным инструментом;
6) удаляют заусенцы с ребер и углов,
Опиливание шаблона с внутренним углом 60°.
Эту работу нужно производить так:
1) отрезать заготовку шаблона от полосы;
2) опилить начисто плоскость А;
3) опилить стороны 1 и 2;
4) разметить угол и стороны 3 и
6 под размер; при разметке опиливаемую поверхность натереть купоросом (омеднить), чтобы нанесенные риски были видны;
5) опилить стороны 3 и 6;
6) вырезать угол в шаблоне ножовкой, не доходя до риски на 1,5 мм;
7) опилить последовательно стороны 4 я 5 угла с проверкой по шаблону;
8) опилить плоскость Б до требуемой толщины изделия;
9) личными наиильниками отделать все плоскости;
10) снять заусенцы с ребер шаблона,
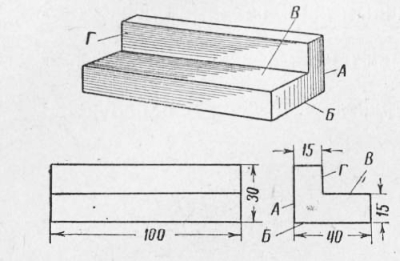
Рис. 2. Угольник из стальной покозки

Рис. 3. Угловой шаблон
Опиливание криволинейных поверхностей
Криволинейные поверхности могут быть выпуклыми и вогнутыми. Выпуклые поверхности опиливают плоскими напильниками а вогнутые — круглыми, полукруглыми и овальными напильниками.
Рассмотрим для примера изготовление пазовой закладной шпонки (рис. 4).
На стальной полосе отмеривают длину шпонки и ножовкой отрезают заготовку. Опиливают, начисто плоскость А и вслед за ней стороны 1 и 2 (по угольнику),
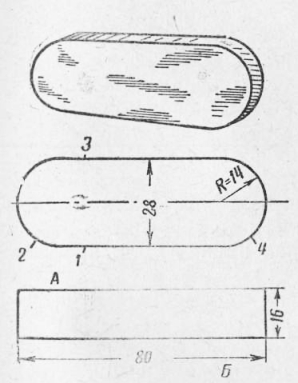
Рис. 4. Закладная пазовая шпонка
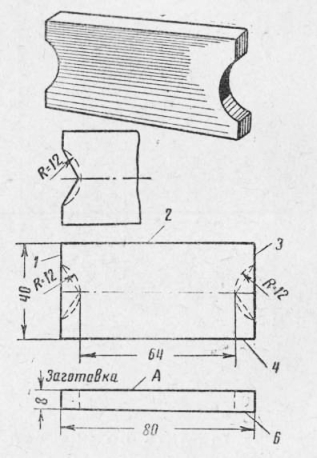
Рис. 5. Вкладыш с вогнутыми выемками
Размечают стороны 3 и 4 соответственно требуемой длине и ширине, а также закругления. Опиливают стороны 3 и 4, проверяя правильность обработки по угольнику, а размер — штангенциркулем. Точно так же опиливают закругления.
Далее подгоняют шпонку по шпоночному пазу валика и снимают заусенцы с ее ребер; шпонка должна входить в шпоночный паз валика без качки. В заключение опиливают плоскость Б, чтобы получить заданную высоту шпонки.
В заключение отделывают поверхности вкладыша прямым штрихом при помощи мелкого личного напильника и снимают с ребер вкладыша заусенцы.
Чтобы обработать ее (предположим, с точностью 0,5 мм), необходимо:
1) опилить начисто плоскости А и Б, выверяя параллельность кронциркулем;
2) опилить торцы 1,2 и стороны 3 и 4 начисто до требуемого размера, проверяя правильность по угольнику;
3) разметить выпуклые и вогнутые закругления и наклонную грань 5;
4) опилить по риске и подогнать по шаблону выпуклое закругление;
5) выпилить полукруглую выемку по риске, опилить грань 5 и подогнать их по шаблону;
6) отделать деталь кругом прямым штрихом при помощи личных напильников;
7) снять кругом заусенцы.
Реклама:
Читать далее:
Механическое опиливание
Статьи по теме: