|
|
Категория:
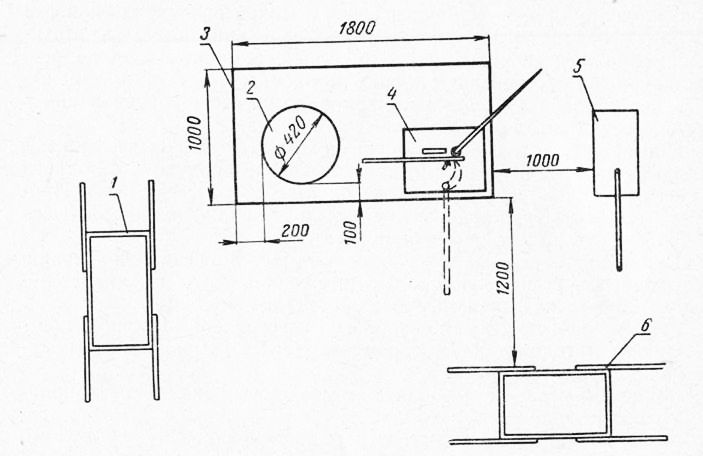
Изготовление форм Далее: Нормирование каркасных работ Организация рабочего места и труда каркасника может быть разнообразной и зависит от сложности изготовляемых каркасов, характера литейного производства и степени механизации и автоматизации. На рис. 105 приведена схема организации рабочего места, предназначенного для ручного изготовления проволочных каркасов.
Рис. 105. Схема организации рабочего места каркасника при ручном изготовлении проволочных каркасов Проволоку, рывшую в употреблении, из обрубно-очистного отделения подают на носилках на каркасный участок, где ее складывают в металлический ящик размером 1350X800X600 мм. Бригада каркасников состоит из трех человек. Первый каркасник берет из металлического ящика погнутые отрезки проволоки и вставляет по одному в отверстие конической втулки правйльной машины. Выпрямленные прутки проволоки падают в металлический ящик, установленный на столе. Для удобства и высокопроизводительной работы высота ящика не должна превышать более 750 мм, а дно должно располагаться на высоте 300 мм над уровнем пола цеха.
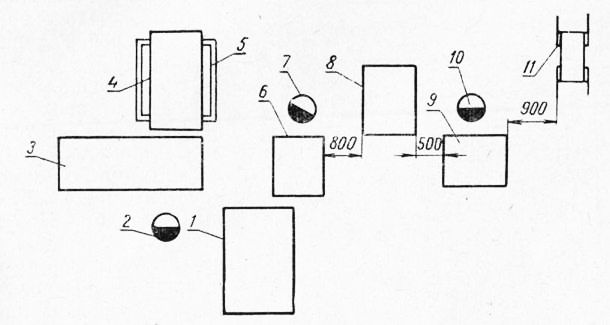
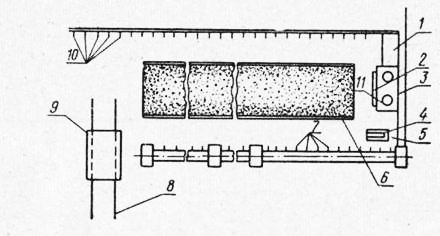
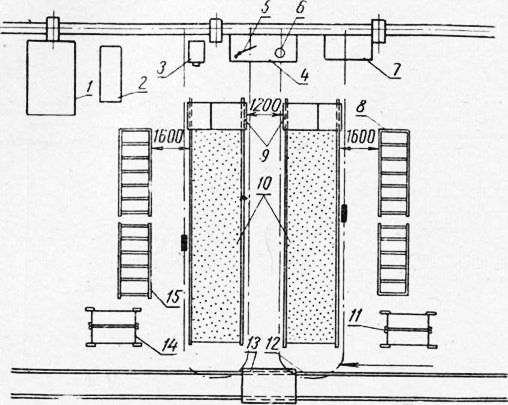
Рис. 106. Схема организации рабочего места бригады каркасников при изготовлении сложных каркасов Второй каркасник берет из ящика несколько выправленных прутков проволоки, выравнивает их по одному концу и отмерив требуемую длину, режет проволоку на пневматических ножницах, а полученные заготовки укладывает в ящик. Третий каркасник берет из ящика выпрямленные заготовки и производит их гибку на гибочном станке типа ГС-87-00, придавая им заданную форму. Готовые каркасы укладывают на носилки или в тару для транспортирования к месту использования или в кладовую. Схема организации рабочего места каркасников при бригадном методе изготовления литых чугунных каркасов вручную показана на рис. 107. Бывшую в употреблении проволоку выпрямляют на правйльной машине, затем подают на участок изготовления литых каркасов на носилках и складывают в металлический ящик длиной 1,8 м, шириной 0,8 м и высотой 500—600 мм, из которого легко доставать прутки. Гнут прутки на ручном станке, установленном на рабочем столе, а режут на рычажных ножницах, установленных на подставке. Почвенные формы изготовляют на пальцевой формовочной постели и при помощи проволочных шаблонов и проминок. Для удобства хранения проволочных шаблонов в стены вбиты специальные костыли (крючки), на которые навешивают связки шаблонов. Жидкий чугун для заливки форм каркасов подают на тележке по узкоколейному пути, а затем заливщики его разливают в формы вручную. В рабочем столе имеется ящик для хранения инструмента. При серийном производстве отливок чугунные каркасы изготавливают при помощи модельных щитков и металлических моделей бригадным методом. При этом тяжелые операции при подготовке формовочно-: го плаца (перекопка, рыхление, выравнивание и уплотнение формовочной смеси) осуществляют плацеприготовительные машины. На рис. 108 показана схема организации рабочего места бригады каркасников при механизированном способе изготовления литых . каркасов. Рабочее место каркасников оборудовано двумя формовочными плацами, оснащено плацеприготовительными машинами, которые могут работать попеременно и одновременно. Литейные формы для каркасов изготовляют путем осадки в формовочную смесь пла-цевой постели модельных щитков или металлических моделей, которые хранят на специальных стеллажах. Расплавленный чугун в литейных ковшах чайникового типа подают на тележке по узкоколейному пути, а заливают формы при помощи подъемно-транспортного устройства, на котором подвешивают ковш с металлом. Бывшая в употреблении проволока подается в металлический ящик, а для выпрямления используют правйльную машину и плиту. Для резки проволоки имеются пневматические ножницы, для гибки концов проволоки — ручной гибочный станок, установленные на рабочем столе. В нижней части стола предусмотрены отсеки для хранения мелкого инструмента. Крупногабаритный инструмент хранят в специальном шкафу. Металлический скреп и другие металлические предметы складывают в тару. При механизированном процессе изготовления литых каркасов резко увеличивается производительность труда, снижается расход материалов и улучшаются санитарно-гигиенические условия труда.
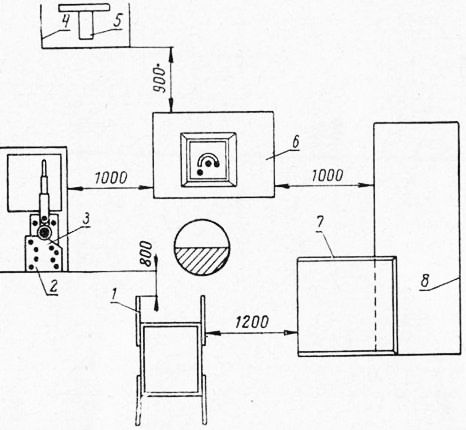
Рис. 107. Схема организации рабочего места каркасника при ручном изготовлении литых каркасов На рис. 109 показана схема наиболее эффективной организации рабочего места каркасника при механизированном способе изготовления формовочных крючков. Выпрямляют бывшие в употреблении формовочные крючки и проволоку на машине, из которой выпрямленные прутки попадают в приемный ящик. Каркасник берет эти прутки и на гибочном станке 6 загибает один конец.
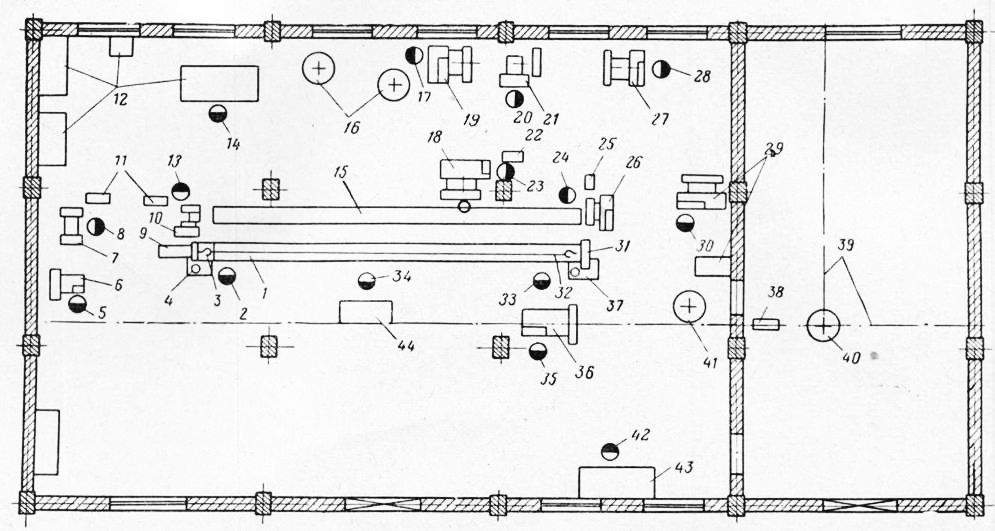
Рис. 108. Схема организации рабочего места каркасника при механизированном способе изготовления литых каркасов Если пруток длиннее заданного размера крючка, лишнюю часть его отрезают на пневматических ножницах, установленных на столе высотой 750—800 мм. Такая высота позволяет каркаснику находиться в более удобном положении, что намного облегчает его работу. При необходимости сделать соответствующий загиб конца формовочного крючка сложной формы или в двух плоскостях используют гибочный станок, установленный на рабочем столе, внутри которого находится ящик для хранения инструмента. Готовые формовочные крючки складывают в ящик тележки или связывают в пачки, а затем подают их на рабочие места формовщиков или в кладовую цеха. На рис. 110 показана планировка рабочих мест каркасников, оборудования и приспособлений в комплексно механизированном отделении по изготовлению стержневых каркасов, формовочных крючков, жеребеек и холодильников. Рядом с каркасным отделением расположен склад, в котором хранятся необходимые материалы для каркасных работ и готовые каркасы. Для механизации работ на складе имеется подвесной монорельс, по которому перемещается электротельфер грузоподъемностью 1 Т. С помощью электротельфера производится разгрузка доставляемых на склад электрокарами материалов и их транспортирование на каркасный участок. Разматывают проволоку из мотков на станке 40, а выпрямляют ее каркасники путем натягивания между неподвижным крюком и перемещаемым пневматическим цилиндром с крюком. Проволочные заготовки отрезаются ножами, которые установлены с обоих концов правйльного станка размером 1200Х X700X700 мм. Выпрямленные таким образом заготовки укладывают на стол . Каркасники обрезают проволочные заготовки на прессе с регулируемым упором, а на станке с горизонтально перемещаемым ножом, а затем складывают полученные заготовки заданного размера в специальные металлические ящики. По мере накопления мерные заготовки передают к наждачному станку, на котором каркасник стачивает (притупляет) острые кромки торцев, после чего передают заготовки каркасникам, работающим на гибочных станках, для придания каркасам соответствующей формы.
Рис. 109. Схема организации рабочего места каркасни-ка при изготовлении формовочных крючков Готовые каркасы укладывают в металлические ящики, а затем направляют их на использование в стержневое отделение литейного цеха или на склад для хранения.
Рис. 110. План размещения оборудования и рабочих мест по изготовлению стержневых каркасов, формовочных крючков, жеребеек и холодильников Проволочные каркасы сложной конфигурации изготавливает каркасник по специальным шаблонам на верстаках. Путаную проволоку выпрямляет каркасник на правильной машине, а каркасник выправляет и одновременно режет новую проволоку на отрезки заданного размера на машине, к которой проволока подается из мотка, установленного на размоточном станке. Жеребейки изготавливает каркасник на станке-автомате. к которому стальная лента для пластины и проволока для стоек жеребейки подаются при помощи двух поворотных столов. Готовые жеребейки из автомата выбрасываются в установленный около автомата металлический ящик, а затем их передают на склад для хранения или на сборочные участки литейного цеха. Холодильники изготавливает каркасник на верстаке, оснащенном соответствующими инструментами и приспособлениями. Готовые холодильники складывают в ящики и передают на склад. Для ремонтных работ в каркасном отделении имеется верстак, на котором работает каркасник. Реклама:Читать далее:Нормирование каркасных работСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|