|
|
Категория:
Производство клееной фанеры Сухой шпон сортируют в сортировочном отделении сразу же после выхода его из сушилки. Помещение сортировочного отделения должно быть хорошо освещено и иметь соответствующую влажность и температуру воздуха. В сортировочном отделении должны быть вывешены правила сортировки шпона, эталоны пороков древесины с описанием способов их измерения. Сортировщицы должны иметь микрометр с точностью отсчета 0,1 мм, линейку с миллиметровыми делениями, карандаш или мелки. При ручной сортировке сортировщицы укладывают шпон в плотные стопы на специальные подстопочные места, сортируя его по толщине, сорту, размеру и назначению. Площадь подстопного места должна быть не меньше наибольшей площади шпона полного формата и по высоте не менее 20 см. На каждом подстопном месте должна быть бирка с указанием сорта, назначения, толщины шпона, формата листов. Высота стоп шпона не должна превышать 1,8 м, чтобы не создавались неудобства при его укладке и не происходили разрывы листов при транспортировке. Для сортировки шпона по размерам необходимо предусмотреть два подстопных места для каждого основного сорта. При наличии пяти основных сортов шпона А, АВ, В, ВВ, С и 3 сортов серединок общее количество подстопных мест должно быть шестнадцать. Кроме этого, часть шпона подвергается починке на шпоночных автоматах (о починке шпона см. ниже). Починке подлежит шпон сортов В, ВВ и С, поэтому количество подстопных мест с учетом двух размеров шпона для каждого сорта составит 6. Таким образом, общее количество подстопных мест для сортировки шпона по размерам, сортам и назначению для одной толщины составит.
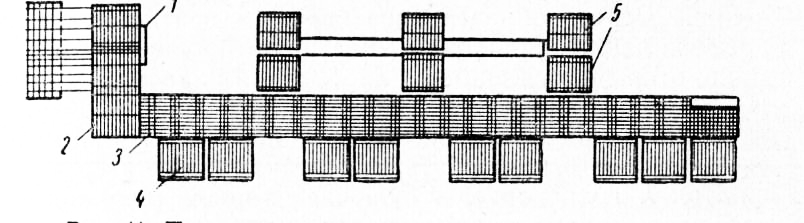
Рис. 1. Полуавтоматическая линия сортировки шпона: От правильного размещения стоп рассортированного шпона зависит качественно работы сортировщика. Он хорошо ориентируется в подборе сортов для склеивания фанеры и меньше делает лишних движений. Для облегчения труда сортировщиков создана полуавтоматическая линия сортировки сухого шпона. Эта линия соединена с разгрузочным устройством сушилки СРГ-25. Сухие листы шпона из сушилки поступают на подъемные столы. По мере образования стопы определенной высоты листы шпона автоматически перемещаются на сортировочный стол. Со стола они по одному поступают под приемные ролики сортировочного транспортера. Сортировочный транспортер состоит из рамы, на которой укреплены приводные ролики, с помощью которых передвигаются листы шпона. По длине транспортера расположены карманы с открывающимися автоматическими шиберами, через которые листы шпона попадают на дно кармана и собираются в стопы. Рядом со столом линии сортировки находится рабочее место сортировщицы, которая, определив сорт шпона, нажимает соответствующую кнопку на пульте управления. Через определенное время, соответствующее времени движения шпона от места сортировщицы до кармана, открывается шибер и лист шпона падает в карман. После попадания листа шпона в карман шибер автоматически поднимается в исходное положение. Из каждого сортировочного транспортера выходит транспортер выдачи стоп. Транспортер включается после того, как высота стопы шпона в кармане достигнет 600 мм. В результате внедрения в производство полуавтоматической линии сортировки шпона отпала необходимость в ручной подаче листов шпона к подстопному месту, уменьшилось количество разрыва шпона и сократилось число рабочих. Шпон, рассортированный по сортам и толщинам, поступает в клеильное отделение завода под контролем комплектовщика. Чтобы клеильное отделение работало бесперебойно, сушильный цех должен иметь суточный запас сухого шпона. Нарушение графика склеивания фанеры, частый переход на склеивание фанеры разных толщин и сортов приводит к снижению производительности прессов. Реклама:Читать далее:Починка сухого шпона и применяемое оборудованиеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|