|
|
Категория:
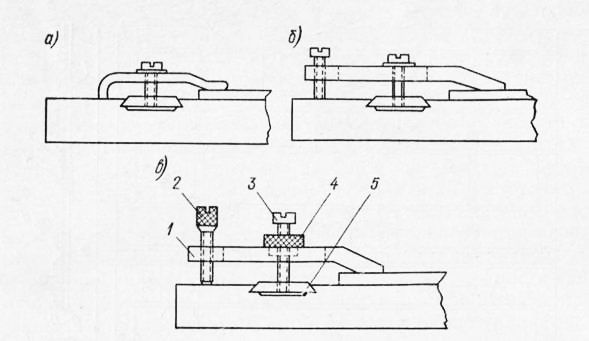
Граверное дело Далее: Оснастка для рабочего стола Прижим для крепления копиров. Очень важно правильно и надежно закрепить копир на столе пантографа. Обычно для этой цели применяют прижимные планки с одним или двумя винтами. Копиры имеют различную толщину (от 2 до 20 мм), поэтому для их крепления на столе пантографа между губкой прижима или его винтом помещают планки, что усложняет процесс крепления копира. Для устранения этого недостатка можно использовать универсальные прижимы, обеспечивающие надежное и быстрое крепление копира любой толщины на столе станка. Прижим состоит из губки, стопорного винта, фиксирующего винта, специальной гайки и планки. Работа прижима происходит следующим образом: после введения планки в паз копирного стола пантографа губку прижима устанавливают на плоскость закрепляемого копира так, чтобы ее прямолинейный участок был параллелен плоскости копира. Затем ввертывают стопорный винт до соприкосновения с плоскостью копирного стола, а вращением гайки производят закрепление копира. Съемный стол. При гравировании текста на изделии нередко возникает необходимость изменять расстояние между строками. Обычно это осуществляется при помощи специального копира с заранее выгравированным на нем текстом, который затем переносят на изделие. Такой способ неудобен тем, что для каждого случая требуется изготовлять специальный копир, на что расходуется много времени и средств. При отсутствии копиров расстояние между строками можно изменять поперечным перемещением рабочего стола пантографа на соответствующую величину. Этот способ гравирования очень непроизводителен: при пользовании им затрачивается время на сдвиг и соответствующую установку стола станка-пантографа. При пооперационном гравировании приходится по несколько раз устанавливать и снимать гравируемые изделия, поэтому сам процесс гравирования удлиняется. Кроме того, частое поперечное перемещение рабочего стола пантографа вызывает преждевременный износ ходовых винтов.
Рис. 1. Прижимы для крепления копиров
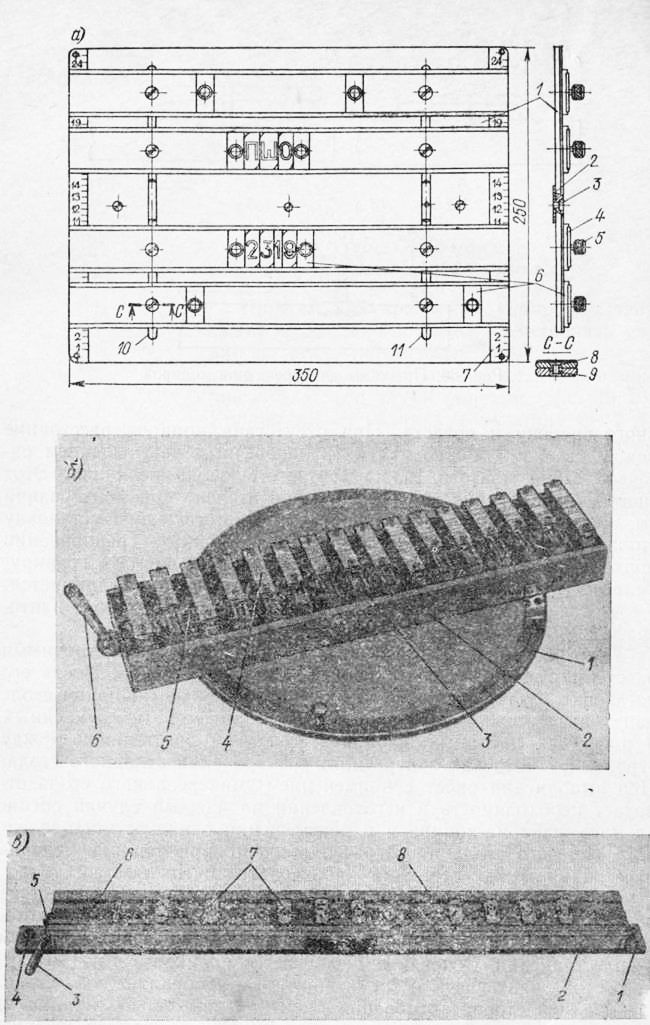
Универсальный съемный стол с различными межстрочными расстояниями не имеет указанных выше недостатков. После его установки и закрепления в любом положении на копирном столе пантографа можно производить набор шрифтов (из буквенных и цифровых наборных шаблонов) с любым расстоянием между строками в пределах поперечного размера универсального стола. При выполнении работ с применением универсального стола отпадает необходимость в изготовлении на каждый случай специального шаблона-копира и в перемещении однажды установленного рабочего стола пантографа, а набор шрифтов и изменение расстояния между строками производится очень быстро. Универсальный съемный стол к пантограф состоит из основания размером 250 X 350 мм, к нижней стороне которого прикреплена установочная планка с поперечным сечением в виде трапеции. Основание вдвигается планкой в паз копирного стола пантографа и тремя винтами закрепляется на столе. На верхней стороне основания смонтированы четыре планки, передвигающиеся по направляющим. С верхней стороны планки имеются выемки в форме ласточкина хвоста, в которые вставляются буквы, цифры или знаки из наборных шаблонов. С обоих концов набранного текста на планках устанавливаются зажимы-ползуны, фиксирующие текст в нужном положении; они закрепляются винтами. Пользуясь шкалой, можно установить планки с набором текста на желательном межстрочном расстоянии друг от друга и закрепить их в этом положении винтами с гайками.
Рис. 2. Универсальный съемный стол с регулируемым межстрочным расстоянием (а) и приспособления для гравирования вертикальных надписей (б) и закрепления наборных шаблонов (в)
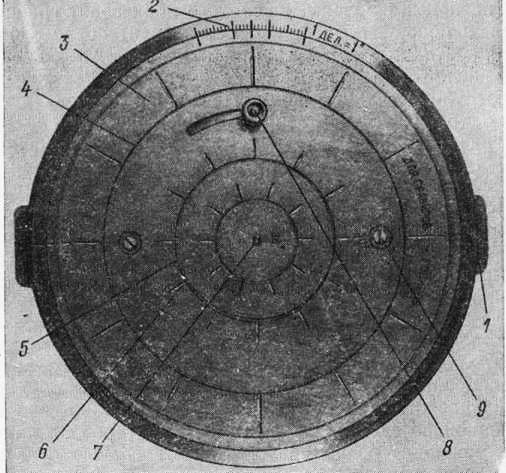
Таким образом, универсальный съемный стол позволяет без съема его со стола пантографа устанавливать строчки текста на желательном расстоянии друг от друга, а сам текст — в любом положении в пределах длины планок, для чего достаточно отвернуть винты, поставить планки и текст согласно заданным расстояниям, а затем закрепить их. В процессе гравирования нередко возникает необходимость в ступенчатом нанесении знаков, смещенных на половину высоты. Для обеспечения возможности такой гравировки конструкция съемного стола в данном случае предусматривает ее выполнение. С этой целью верхние «плавающие» планки разрезаны на две равные части, что позволяет одну из половин последней сдвигать вверх или вниз при необходимости. Универсальный съемный стол с различным межстрочным расстоянием весьма прост по конструкции и может быть изготовлен любым предприятием. Применение универсального стола позволило значительно повысить производительность труда. Например, гравирование надписи на детати с неодинаковым расстоянием между строками велось в две операции; норма времени на обработку каждой детали составляла 18 мин. С применением универсального съемного стола появилась возможность гравировать деталь за одну операцию и затрачивать на это 12 мин. Таким образом, производительность труда увеличилась на 33%. Разновидностью универсального стола является приспособление для гравирования вертикальных надписей. Оно состоит из основания, на котором подвижно закреплена панель, имеющая возможность поворота вокруг оси. В панели установлены на направляющих каретки с шаблонами. Каретки закреплены на раздвижном механизме для регулирования межстрочного расстояния. Стол для гравирования планкой вдвигается в паз копирного стола и закрепляется винтами. В каретки вставляются шаблоны, ас помощью раздвижного механизма устанавливается межстрочное расстояние. При повороте ручки эксцентриковый вал и прижимная призма закрепляют шаблоны в рабочем положении. При необходимости панель поворачивают вокруг оси на нужный угол. Применение раздвижного механизма дает возможность регулировать высоту строк в широких пределах, позволяет отказаться от изготовления специальных копиров, что дает экономию сырья и времени гравирования. Исключена необходимость специальной разметки межстрочного расстояния при гравировании надписей на детали. При гравировании букв или знаков одной строки, расположенных на различном расстоянии друг от друга, много времени уходило на установку и закрепление наборных шаблонов. Иногда приходилось делать механическую подгонку проставок между знаками. Устраняет эти недостатки приспособление для закрепления наборных шаблонов. Приспособление состоит из основания, на котором закреплен корпус, эксцентрикового вала, рукоятки и кожаной пластины, приклеенной к призме, лежащей на валу. В корпусе имеется паз типа ласточкина хвоста для установки наборных шаблонов. Эксцентриковый вал расположен в П-образном пазу корпуса на подшипниках скольжения, а его ось установлена на такой высоте, что при повороте вала происходит прижим кожаной прокладки к нижней плоскости наборных шаблонов. Весьма важным конструктивным решением приспособления, практически обеспечивающим его работоспособность, является наличие на нижней поверхности наборных шаблонов ребер шириной 0,6—1 мм каждое. Суммарная ширина ребер на шаблоне не должна превышать 2—3 мм. При повороте эксцентрикового вала эти ребра вдавливаются в кожаную прокладку и надежно фиксируют положение шаблона в пазу корпуса, одновременно компенсируя погрешность расположения его по высоте. Ребристая поверхность примерно на 90% снижает усилие, необходимое для зажима шаблонов. Закрепление приспособления на столе осуществляется винтами 4. Для установки наборных шаблонов на требуемое расстояние относительно друг друга служит миллиметровая шкала. Данное приспособление может применяться на станках-пантографах любых систем и обеспечивает повышение производительности труда в 5—6 раз. Копир для гравирования шкал. Для гравирования шкал используется универсальный копир, состоящий из основания, на наружной выточке которого закреплена кольцевая градуированная шкала и линейка, свободно вращающаяся относительно основания и упоров. Недостатком этого копира является необходимость переналадки и специальной настройки перед гравированием. В целях повышения производительности труда предложен копир, общий вид которого изображен на рис. 38. Копир для гравирования шкал состоит из основания, на котором закреплен нониусный диск и смонтирован копирный рабочий диск, имеющий большую и малую шкалы с многоступенчатыми копирными рисками. Они представляют собой гравированные на шкалах копирного рабочего диска углубления различной длины и глубины, расположенные по одной осевой линии. Копирный рабочий диск имеет возможность поворота относительно оси и фиксируется винтом. Для гравирования шкал поступают следующим образом. Копир основанием вдвигается в паз копирного стола и закрепляется с помощью винтов. Нулевую риску копирного рабочего диска совмещают с нулевой риской нониусного диска или любой другой в зависимости от цены деления шкалы. Поднимая или опуская копирный палец пантографа на различную глубину, можно, используя один копир, гравировать риски различной длины. Малая копирная шкала предназначена для непосредственного гравирования изделий, при этом можно наносить риски различной длины без переналадки, заключать шкалы в дуги и окружности, изготовлять шкалы с рисками в виде точек. Вращая большую копирную шкалу диска вокруг оси, можно нанести первую риску как по осевой линии, так и со смещением на несколько градусов.
Рис. 3. Копир для гравирования шкал
Применение копирного рабочего диска с двумя шкалами и многоступенчатыми рисками позволяет отказаться от установления специальных копиров, а также исключает необходимость специальной разметки. Копир для нанесения делений и цифр на круглые и дуговые шкалы. Если необходимо одновременно нанести деления, буквенные тексты, цифры и знаки на большое число деталей, используют механический способ. Для этого в каждом отдельном случае изготовляют соответствующий копир, который закрепляют на копирном столе, после чего производят гравирование на детали. При нанесении текстов для отдельных слов, а также многозначных чисел, расположенных по прямой линии, в пазы стола вста-шкала. Сначала наносят все длинные деления по окружности, затем средние и малые. Универсальный копир позволяет осуществлять гравирование цифр или других обозначений на шкалах с одной установки. Для этого после полного окончания гравирования рисок шкалы упоры сдвигают в нерабочее положение, т. е. к центру вращения линейки. В паз планки устанавливают наборный цифровой шаблон (или ряд шаблонов) и закрепляют его двумя зажимными планками при помощи винтов. Если число делений ограничивается однозначным числом, то каждая цифра должна быть установлена в планке и закреплена упорами так, чтобы ось симметрии проходила через ось паза линейки. Если число делений равно двузначному числу, то средняя линия между двумя цифрами является осью симметрии, которая должна совпадать с осью симметрии паза линейки. Это условие остается в силе и для других многозначных чисел. При использовании универсального копира для нанесения цифр, букв и других знаков последние могут быть отгравированы под любым углом относительно рисок шкалы. Перемещая ощупывающий палец по соответствующей конусной выемке на наборном шаблоне, закрепленном на планке, при определенном зафиксированном положении линейки 3 на обрабатываемой детали получают против ранее гравируемой риски любую цифру, например 0. Заменив наборный шаблон с цифрой 0 следующим шаблоном, например цифрой, и закрепив его надлежащим образом в планке 5, совмещают нулевую риску нониуса линейки 3 и цифру 10 на шкале 2. Перемещением ощупывающего пальца по шаблону получают над соответствующей риской число. Таким образом, сменой необходимых наборных шаблонов и установкой линейки 3 на заданный угол деления шкалы 2, получают на детали всю необходимую оцифровку. С помощью универсального копира можно гравировать круглые и дуговые шкалы диаметром от 20 до 250 мм с любой ценой деления, различной длиной, шириной и глубиной рисок, а также и оцифровывать их. На шкалах и других деталях указанных диаметров можно гравировать окружности, дуги и дуговые и прямые стрелки, вырезать круговые заготовки и многое другое. Главное преимущество универсального копира заключается в том, что с его помощью можно производить гравирование на готовых приборах и на деталях, которые нельзя установить ни на делительную головку, ни на стол делительной машины. Кроме того, на универсальном копире можно быстро изготовить любой круговой или дуговой копир, необходимый при гравировании чаких-либо шкал массового производства и стандартного типа. “>н позволяет также производить гравировку делений на шкалах, оторые имеют предварительную наметку, т. е. тарировку. К копиру для гравирования прямых и дуговых стрелок предложена приставка. Диапазон возможных работ универсального
Рис. 4. Приставка к универсальному копиру для гравирования стрелок
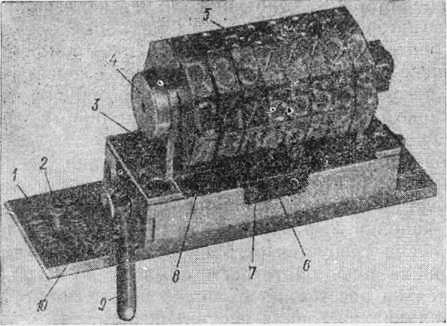
копира в комплексе с приставкой весьма широк. Используя его, можно получить прямые и дуговые стрелки (без применения обычных копиров) с различными длиной, конфигурацией, размером головок, углом охвата и радиусами. Приставка к универсальному копиру (рис. 40) состоит из прямоугольной пластины, в средней части которой имеется квадратное отверстие и два круглых отверстия для закрепления гайками копира. По всей длине с обратной стороны приставка имеет выступ, соответствующий по ширине пазу линейки универсального копира и пригнанный к нему по скользящей посадке. На рабочей поверхности приставки имеются многоступенчатые копирные элементы Они расположены так, что позволяют гравировать в любую из сторон острие головки прямых и дуговых стрелок. Применяя приставку, сначала отвинчивают гайки упоров универсального копира, смыкают упоры, а приставку своим выступом вставляют в паз линейки копира. При этом упоры входят в квадратное отверстие приставки, а их винты — в отверстия копира. Винты завинчиваются гайками. Для гравирования прямой стрелки ослабляют гайки, затем приставка временно смещается в любую сторону и гравируют нужной длины линию будущей стрелки перемещением ощупывающего пальца пантографа в пазе линейки универсального копира. После этого подводят копирный элемент, закрепляют гайки и гравируют головку стрелки с нужной стороны. Длина стрелок может иметь любой размер в пределах длины паза линейки. Для того чтобы гравировать дуговые стрелки с головками, имеющими различное направление и размеры, приставка (вдоль линейки копира) имеет возвратно-поступательное движение, а линейка вместе с ней может вращаться вокруг своей оси. Приступая к работе, от центра вращения универсального копира по линейке, имеющей миллиметровую шкалу, замеряют необходимый размер радиуса, закрепляют копирный палец пантографа при помощи упоров и гравируют дугу согласно чертежу. После этого подводят копирный элемент приставки к краю полученной дуги (или к двум краям, если требуется) и гравируют головку стрелки требуемого размера. Таким образом, приставка для гравирования стрелок в комплекте с линейкой делительного копира может двигаться прямолинейно и по дуге. Благодаря приставке для гравирования стрелок резко возросли технологические возможности универсального копира, что в свою очередь повлияло на повышение производительности труда граверов. Опыт показал, что при помощи копира можно гравировать наборные шаблоны больших размеров, например высотой знака 50—60 мм. Следует отметить также то, что универсальный копир значительно расширяет возможность использования площади копир-ного стола пантографа. Иногда для полного окончания той или иной граверной работы ощупывающий палец пантографа необходимо отвести в такое положение, когда он оказывается за пределами копирного стола и, следовательно, не может функционировать. В данном случае также выручает универсальный копир; его рабочую линейку можно установить за пределами стола на 200—250 мм и выполнить необходимую работу. Преимущества использования универсального копира видны из следующего примера. Если для изготовления круговой градуированной шкалы диаметром 250 мм с ценой деления 1° норма времени была 4 ч на 1 шт., то с применением универсального копира она сократилась до 2 ч 45 мин, т. е. на 31%. Копир-нумератор для гравирования многозначных порядковых номеров. При нанесении многозначных порядковых номеров применение обычных цифровых шаблонов неудобно, так как сам процесс гравирования таких номеров и других знаков требует более быстрой их замены. Разработанный и внедренный в производство универсальный копир-нумератор (рис. 41) значительно сокращает время на замену одного или нескольких цифровых знаков. Он позволяет быстро производить наладку и переналадку цифровых шаблонов при гравировании многозначных номеров. Копир-нумератор состоит из основания, имеющего в нижней части форму ласточкина хвоста. На концах основания ввернуты стопорные (крепежные) винты, при помощи которых приспособление закрепляют в любом нужном месте на копирном столе пантографа. В верхней чаcти основания установлены два кронштейна. Через отверстия кронштейнов проходит вал, на который установлен комплект десятигранных дисков, имеющих на поверхности каждой грани один знак. Фиксирование положения каждого из дисков при их повороте на валу осуществляется с помощью пружин, консольно закрепленных на основании. Крепление всего комплекта дисков, настроенного для гравирования соответствующего номера, производят установкой рукоятки в вертикальное положение. Поворотом рукоятки вращают эксцентриковый вал, который перемещает вверх призму. Для обеспечения надежности крепления дисков и предохранения их поверхностей от повреждения наружная часть призмы снабжена кожаной прокладкой. В средней части основания смонтирована плоская пружина, служащая для установки призмы в исходное положение. Внедрение универсального копира-нумератора позволило повысить производительность труда за счет сокращения вспомогательного времени на наладку. Копир-нумератор может быть применен на пантографе любой системы.
Рис. 5. Универсальный копир-нумератор для гравирования многозначных порядковых номеров
Копир для гравирования прямых и дуговых стрелок. В машиностроении и в особенности в приборостроении очень часто возникает необходимость в гравировании стрелок различных по размерам, кривизне и конфигурации. Как правило, для этого в каждом отдельном случае изготовляют специальный копир. Если при обычной граверной работе по нанесению тех или других текстовых обозначений, можно применять наборные буквенные или цифровые шаблоны, то для гравировки стрелок такая возможность исключена. Стремление избежать значительного расхода материала, употребляемого для изготовления стрелочных копиров, а также затраты рабочего времени и явилось толчком для разработки внедрения в производство универсального копира для гравирования прямых и дугочых стрелок. Копир состоит из прямоугольного основания, в центре которого выполнена прямая коиирная канавка (с углом 60°) с метрической шкалой. Параллельно этой канавке выфрезерован Т-образ-ный сквозной паз, в котором расположен сухарик, имеющий возвратно-поступательное движение. Сухарик является одновременно копирным элементом и упором, ограничивающим в заданных пределах ход ощупывающего пальца пантографа. С правой стороны основания установлен вращающийся диск, на котором выгравированы копирные элементы в виде сменных головок различной конфигурации для прямых стрелок. На этом диске выполнены также копирные элементы разного радиуса для дуговых стрелок с головками различной формы и размера. На диске установлен поворотный копирный элемент и упор со стопорной гайкой. При гравировании прямых стрелок копир располагают на трейсерном столе пантографа в нужном месте и положении. Затем гайкой устанавливают и закрепляют сухарик вдоль шкалы копирной канавки в зависимости от заданной длины стрелки. Например, если требуется отгравировать стрелку длиной 31 мм (при настройке плеч пантографа в масштабе 1 : 2), сухарик закрепляется на расстоянии 62 мм по шкале копирной канавки. При этом длина хвостовика не учитывается, так как он служит упором, т. е. ограничивает движение копирного пальца пантографа. При необходимости гравирования стрелок с хвостом копирный элемент включается в общую длину подлежащей гравированию стрелки. В этом случае, ослабив гайку, вращают диск 6 до совпадения головки стрелки с копирной канавкой, после чего диск 6 закрепляют, чем и заканчивают настройку копира. Таким образом, изменяя по длине копирную канавку 2 сухариком и сопрягая с канавкой нужную головку путем поворота (с последующим закреплением) диска, можно получить тот или другой размер и форму копира для. гравирования прямой стрелки. При наладке универсального копира для гравирования дуговых стрелок основная работа выполняется с помощью диска и упора. В зависимости от необходимого радиуса, угла, формы и направления стрелки в каждом отдельном случае при взаимодействии диска, упора и стопорной гайки 8 можно настроить копир для любого из вышеуказанных вариантов. Например, если нужно гравируемой стрелкой показать направление вращения против часовой стрелки, то диск с выбранной головкой устанавливают соответственно влево, а упор закрепляют с правой стороны. При необходимости гравирования стрелки в направлении вращения по часовой стрелке все выше указанные приемы проводятся в обратном порядке. Универсальный копир для гравирования прямых и дуговых стрелок прост в изготовлении и весьма эффективен в работе. Он быстро переналаживается, исключает затрату материала на изготовление копиров, экономит рабочее время.
Рис. 6. Универсальный копир для гравирования прямых и дуговых стрелок
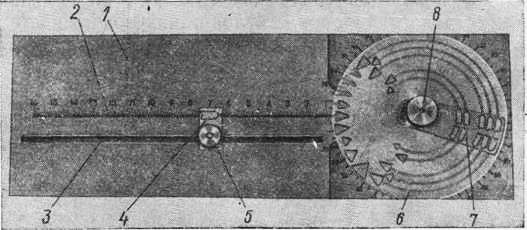
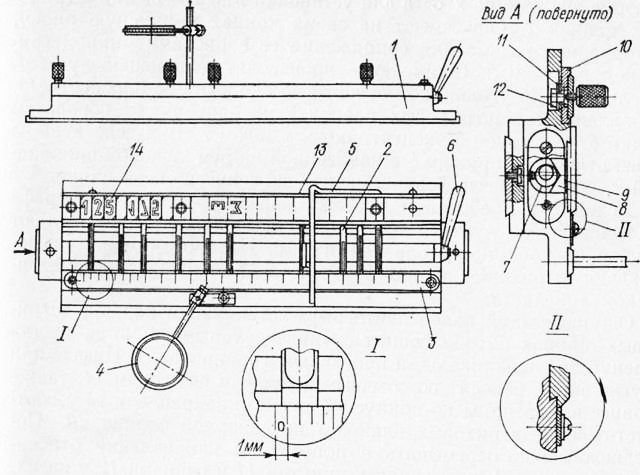
Рис. 7. Универсальный прибор для нанесения рисок и цифр на продольные шкалы
Прибор для нанесения делений и цифр на продольных шкалах. Изготовление неравномерных по цене делений продольных шкал довольно сложно, в особенности в опытном производстве. Для этого, несмотря на малое количество гравируемых шкал (2— 3 шт.), в каждом отдельном случае делают специальные копиры, устанавливают на копирном столе пантографа и, используя все приведенные выше приемы по его настройке, производят гравирование продольной шкалы. После нанесения рисок на шкале гравируют цифры, предварительно перестроив пантограф и применив наборные шаблоны. Продольные шкалы с равным шагом можно изготовлять на специальных продольно-делительных машинах, но процесс нанесения штрихов проходит медленно, и, кроме того, требуется вторичная настройка пантографа для гравирования цифр. Универсальный прибор для нанесения рисок и цифр на продольных шкалах состоит из корпуса с пазом по длине в форме ласточкина хгоста для установки и перемещения штриховых планок. Они имеют на своих концах нониусную риску, которая необходима для сопряжения ее с рисками микрометрической линейки. Сопряжение производят с помощью лупы. После выверки угольником, который скользит по плоскости, параллельности штриховых планок их закрепляют поворотом ручки, связанной с эксцентриковым валом. Вал действует на призматический прижим 8 с наклеенной на нем кожаной прокладкой, обеспечивающей равномерное давление по всей длине. Исходя из требований чертежа изделия, плечи пантографа настраивают на нужный масштаб, устанавливают и закрепляют прибор на копирном столе пантографа. Поворотом ручки освобождают штриховые планки и расставляют их по микрометриеской линейке. Ощупывающий палец пантографа вставляют в канавки штриховых планок, являющиеся универсальными копирами для .велений будущей шкалы, и производят гравирование. Цифры или другие знаки наносят по обычным наборным шаблонам, также гаранее выверенным по нониусной риске и закрепленным у соответствующих штриховых планок на наборной планке. Последнюю можно перемещать в поперечном направлении относительно корпуса и закреплять винтами и гайками в пазах, выфрезерованных для этой цели в корпусе, чем и обеспечивается различное расстояние между гравируемыми рисками и цифрами шкалы. Если производят гравирование тарированных (заранее размеченных по прибору) продольных шкал, то устанавливают первую размеченную деталь и настраивают универсальный прибор путем сопряжения резца-фрезы пантографа с разметкой на детали, а ощупывающего пальца — со штриховыми планками и цифровыми наборными шаблонами. После закрепления на приборе копирных элементов приступают к грагированию. Для изгвтовления продольных шкал с иной ценой деления поворачивают ручку в нерабочее положение, т. е. на себя, и заново настраивают прибор в таком же порядке, как было приведено выше. Когда требуется гравировать значительное число продольных шкал, использование универсального прибора еще более увеличивает производительность труда, так как в этом случае он позволяет очень быстро сделать один копир на всю партию изделий. Прибор обеспечивает точность 0,05 мм, что значительно превышает обычно требуемую точность. Реклама:Читать далее:Оснастка для рабочего столаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|