|
|
Категория:
Опиливание металла Успешное выполнение операции опиливания зависит от правильного крепления заготовки в тисках, правильного положения (корпуса, ног и рук) работающего и рациональных рабочих движений в процессе опиливания.
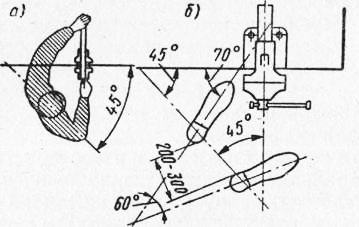
Рис. 1. Положение работающего при опиливании:
а — вид сверху; б — положение ног
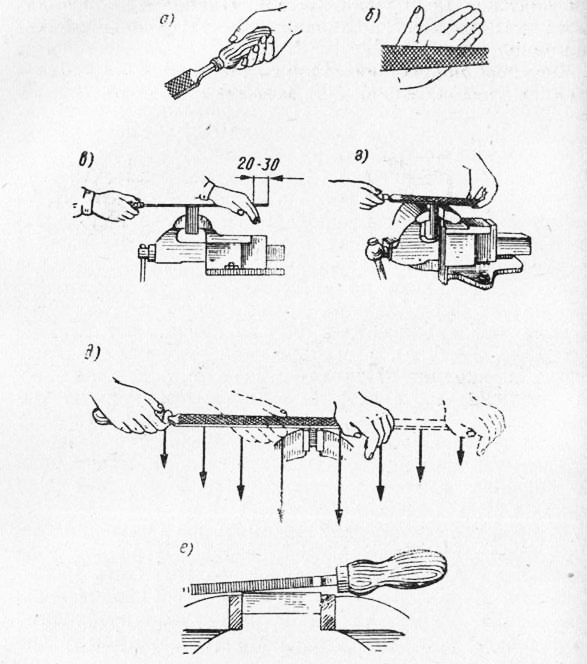
Деталь зажимают в тисках так, чтобы обрабатываемая поверхность ее выступала над губками тисков не более чем на 5—8 мм. Положение работающего по отношению к тискам зависит от характера опиливания. Наиболее удобным положением следует считать такое, при котором корпус работающего составляет 45° с линией, проходящей через губки тисков (рис. 1,а). Левая нога слесаря должна быть выдвинута вперед носком в сторону рабочего движения напильника на расстояние 150—200 мм от переднего края верстака, а правая — отделена от левой на расстояние 200—300 мм так, чтобы угол между средними линиями ступней составлял примерно 60—70° (рис. 1,6). При снятии напильником толстых слоев металла, когда приходится нажимать на напильник с большой силой, правую ногу отставляют от левой на расстояние 500—700 мм, так как в этом случае она является основной опорой. При слабом нажиме на напильник, например при доводке или отделке поверхности детали, ноги ставят почти рядом. Существенное значение имеют приемы «хватки» напильника. Его следует брать в правую руку так, чтобы рукоятка упиралась в ладонь руки, четыре пальца захватывали рукоятку снизу, а большой палец помещался сверху (рис. 1, а). Левую руку накладывают ладонью поперек напильника на расстоянии 20—30 мм от его носка. При этом пальцы должны быть полусогнуты; они не поддерживают, а только прижимают напильник (рис. 1, в). Локоть левой руки должен быть слегка приподнят. Правая рука — от локтя до кисти— должна составлять с напильником прямую линию. При доводке, когда опиливание ведется с незначительным усилием, можно нажимать на носок напильника не ладонью, а только большим пальцем левой руки (рис. 1,г). В процессе опиливания нажимать на напильник следует только при движении его вперед. В начале хода напильника нажим левой рукой должен быть максимальным, а правой — минимальным. При перемещении напильника вперед нажим правой рукой необходимо увеличивать, а левой — уменьшать. При нажиме на напильник с постоянной силой он в начале рабочего хода будет отклоняться рукояткой вниз, а в конце — носком вниз. При этом напильник будет «заваливать» края опиливаемой поверхности. В ряде случаев «завалы» могут получаться и вследствие других причин, например из-за чрезмерно глубокой установки заготовки при закреплении ее в тисках, губки которых имеют пологий подъем. В этом случае напильник будет отрываться от поверхности заготовки,что и приведет к образованию «завала». Перемещать напильник в обратном направлении нужно свободно, без нажима, не отрывая его от опиливаемой поверхности, так как при этом теряется опора, а с утратой опоры пропадает уверенность в правильном положении напильника при последующем рабочем движении. При опиливании плоскостей напильник нужно перемещать не только вперед, но одновременно и в сторону— вправо и влево, чтобы опиливать равномерный слой металла со всей плоскости.
Рис. 2. Приемы держания („хватка”) и движения напильником:
а — положение правой руки; б и в — положение левой руки на напильнике; г — положение левой руки на напильнике при доводке; д — правильные приемы нажима на напильник; е — образование завала при опиливании
Качество опиливания в значительной мере зависит от умения регулировать силу нажима на напильник, что достигается опытом практической работы. Частота движений напильника зависит от навыков и физической тренировки слесаря. Наиболее рациональным считается темп опиливания 40—60 двойных движений напильника в минуту. Способы опиливания. Направление движения напильника, а следовательно, и положение штрихов (следа напильника) на обработанной поверхности может быть продольным, поперечным, перекрестным и круговым.
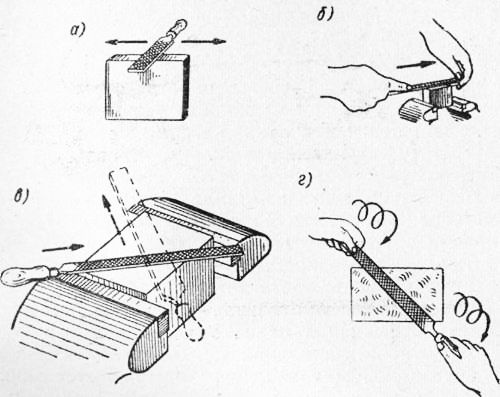
Рис. 3. Направление движения напильника:
а — поперечным штрихом; б — продольным штрихом; в — перекрестным штрихом; г — круговым штрихом. Работая напильником только в продольном или только в поперечном направлении, трудно получить правильную и чистую поверхность заготовки. При поперечном опиливании напильник быстрее снимает слой металла, чем при продольном, так как он соприкасается с меньшей площадью опиливаемой поверхности и легче врезается в металл. Следовательно, для снятия больших припусков лучше применять поперечное опиливание . Процесс опиливания в данном случае можно завершить наведением продольного штриха на обрабатываемой поверхности. Сочетание поперечного и продольного опиливания грани позволяет достигнуть нужной степени ее прямолинейности в продольном направлении. Хорошие результаты по производительности и качеству поверхности при обработке плоскостей достигаются при опиливании перекрестным (косым) штрихом; движение напильника переносится при этом попеременно с угла на угол. Обычно вначале опиливают плоскость заготовки справа налево под углом 35—40° к боковой стороне тисков, а затем — так же слева направо. При опиливании перекрестным штрихом на поверхности заготовки должна все время сохраняться сетка, образуемая зубьями напильника. По этой сетке контролируется качество работы; отсутствие сетки на каком-либо участке поверхности указывает на неправильное положение напильника в этом месте. Круговыми штрихами опиливание производят в тех случаях, когда с обрабатываемой поверхности нужно снять выступающие части металла. Чистовое опиливание и отделка поверхностей. При опиливании обеспечивается не только заданная точность обработки, но и необходимая чистота отделки поверхности. Грубая отделка достигается обработкой драчевым напильником, более тщательная — личным напильником. Наиболее совершенная отделка получается при обработке бархатными напильниками, бумажной или полотняной абразивной шкуркой, абразивными брусками и др. При отделке плоскости бархатными напильниками опиливание производится нанесением продольных и поперечных штрихов с легким нажимом на напильник. После отделки напильником поверхность в случае надобности обрабатывают абразивными брусками и шкурками всухую или с маслом. В первом случае получают блестящую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку натирают стеарином. Для отделки поверхностей пользуются также деревянными брусками с наклеенной на них абразивной шкуркой. В ряде случаев шкурку навертывают на плоский напильник. Очистка напильников от стружки производится стальными щетками, а также специальными скребками из стальной или латунной проволоки с расплющенным концом. При очистке напильников от каучуковой, фибровой и деревянной стружки их предварительно опускают на 15—20 мин. в горячую воду, а затем прочищают стальной щеткой. Замасленные напильники чистят куском березового угля, которым натирают поверхности вдоль рядов насечек, а затем уже прочищают стальной щеткой. Если такая очистка окажется малоэффективной, замасленный напильник следует промыть в горячем растворе каустической соды, очистить стальной щеткой, промыть в воде и высушить. Способы измерения поверхности при опиливании. Контроль качества опиливания производится с помощью поверочных линеек, плит, угольников и кронциркулей. Правильность опиливаемой плоскости контролируется поверочной линейкой на просвет. Если линейка ложится на плоскость плотно, без просвета, это значит, что плоскость опилена чисто и правильно. Если получился равномерный просвет по всей длине линейки, значит плоскость опилена правильно, но грубо. Такой просвет на поверхности получается из-за штрихов, оставляемых зубьями напильника, поэтому линейка плотно не прилегает. Проверка на просвет производится вдоль, поперек и по диагонали контролируемой плоскости. Нельзя передвигать линейку по проверяемой поверхности, так как она быстро изнашивается и теряет прямолинейность. Если плоская поверхность должна быть опилена особенно тщательно, ее проверяют с помощью поверочной плиты «на краску». Для этого на поверхность поверочной плиты с помощью тряпочного тампона наносят тонкий равномерный слой краски (синьки или сажи, разведенной в масле). Затем проверяемую деталь осторожно накладывают на поверхность плиты и -с легким усилием перемещают по всей ее поверхности. После снятия детали с плиты на выступающих участках поверхности детали остается краска. Именно эти выступающие участки и подлежат дополнительному опиливанию. Проверка производится до тех пор, пока не будет получена поверхность с равномерными пятнами краски. В тех случаях, когда плоскость должна быть опилена под определенным углом к другой смежной плоскости, контроль осуществляется с помощью угольника. Для проверки параллельности двух плоскостей пользуются кронциркулем, нутромером и штангенциркулем. Расстояние между параллельными плоскостями в любом месте должно быть одинаковым. Кронциркуль держат правой рукой за шайбу шарнирного соединения. Для проверки устанавливают раствор ножек кронциркуля точно по расстоянию между плоскостями в каком-либо одном месте и перемещают кронциркуль по всей поверхности. Если ножки кронциркуля скользят по поверхности равномерно с легким трением, то плоскости после опиливания параллельны между собой. При контроле параллельности сторон или измерении расстояния между сторонами с помощью штангенциркуля проверяемую деталь берут в левую руку, а штангенциркуль— в правую; большим пальцем правой руки сдвигают подвижную рамку инструмента до плотного соприкосновения с деталью и с помощью винта закрепляют ее. Затем деталь поворачивают противоположным концом и осторожно вводят в установленный раствор губок штангенциркуля. Наличие качания указывает на то, что одна сторона меньше другой. Реклама:Читать далее:Механизация опиливания и зачистки деталейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|