|
|
Категория:
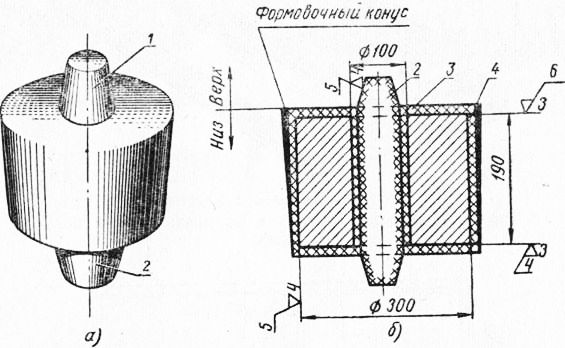
Изготовление форм К модельно-литейной оснастке относят: модели, модельные плиты, стрежневые ящики, опоки и др. Модели — приспособления, необходимые для получения в формах внутренних полостей, имеющих форму и размеры, близкие к очертаниям отливки. Модель (рис. 8, а) отличается от отливки наличием знаков и увеличенными размерами на усадку при затвердевании отливки. С этой целью модель изготавливают по специальному «усадочному метру», длина которого принята для чугунных отливок на 1 см больше обычного метра, а для стальных — на 2 см больше. Готовая деталь отличается от отливки отсутствием формовочного конуса 4 и припусков на механическую обработку. Высоту и уклоны знаков на модели определяют по ГОСТ 3606—57, а формовочные уклоны—по ГОСТ 3212—57. Модели чаще всего изготовляют из дерева (сосны, ольхи, липы, бука, дуба и других пород) и окрашивают их водонепроницаемыми красками в определенный цвет. При этом знаки моделей окрашивают черной краской. При массовом и крупносерийном типе производства отливок модели изготовляют из алюминиевых сплавов, которые отличаются малым весом и легко обрабатываются режущим инструментом. Широко применяют модели, изготовляемые из пластмасс, состоящих из эпоксидных смол и наполнителей. Такие модели хорошо сохраняют свои размеры, не трескаются и не коробятся, стойки против износа, хорошо переносят удары, негигроскопичны и имеют небольшой вес. Модели бывают неразъемные, разъемные и с отъемными частями. Неразъемные модели применяют для изготовления простых по форме отливок. Их обычно заформовывают в какой-либо одной половине формы. Разъемные модели используют при производстве отливок более сложной формы. При этом половины моделей соединяют между собой специальными шипами. Модели с отъемными частями применяют в том случе, когда на них имеются поднутрения, препятствующие извлечению модели из литейной формы. Отъемные части удерживаются в определенном положении при формовке с помощью гвоздей, а также специального соединения — «ласточкина хвоста».
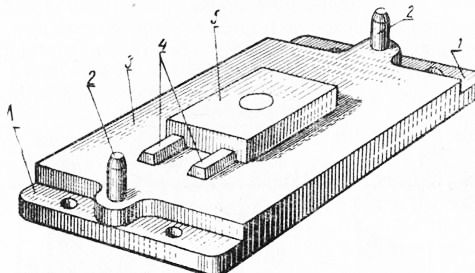
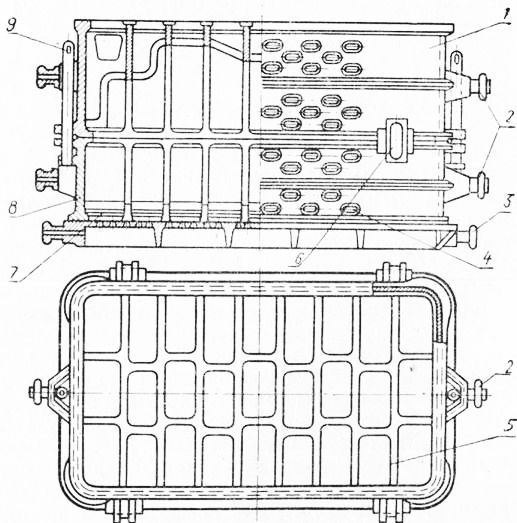
Рис. 8. Модель (а) и ее чертеж (б) Модельные плиты (рис. 9)—обработанные металлические плиты 3, на которых монтируют модель 5, элементы литниковой системы 4 и штыри 2. Модельные плиты чаще всего применяют при машинной формовке. Для закрепления плиты на столе формовочной машины в плите делают специальные приливы 1 с отверстиями. Подмодельные щитки — деревянные или металлические плиты, на которые устанавливают модели и опоки при ручной формовке. Опоки — металлические приспособления, служащие для набивки и удержания в них формовочной смеси при изготовлении и транспортировании песчаных форм. На рис. 10 показана крановая опока на подопочном щитке. В боковых и торцовых стенках опоки имеются отверстия, служащие для выхода газов из формы во время и после заливки ее жидким сплавом. Крепление опок осуществляют при помощи скоб. Для удержания формовочной смеси с внутренней стороны опок предусмотрены специальные приливы-буртики, а сверху — крестовины. Подопочные щитки изготавливаются из дерева, металла (литые и сварные) и служат опорой форм при транспортировании по рольгангу или конвейером к месту заливки и выбивки, а при изготовлении крупных форм — для создания ровного разъема формы.
Рис. 9. Модельная плита для формовки нижней полуформы
Рис. 10. Крановые опоки на подопочном щитке
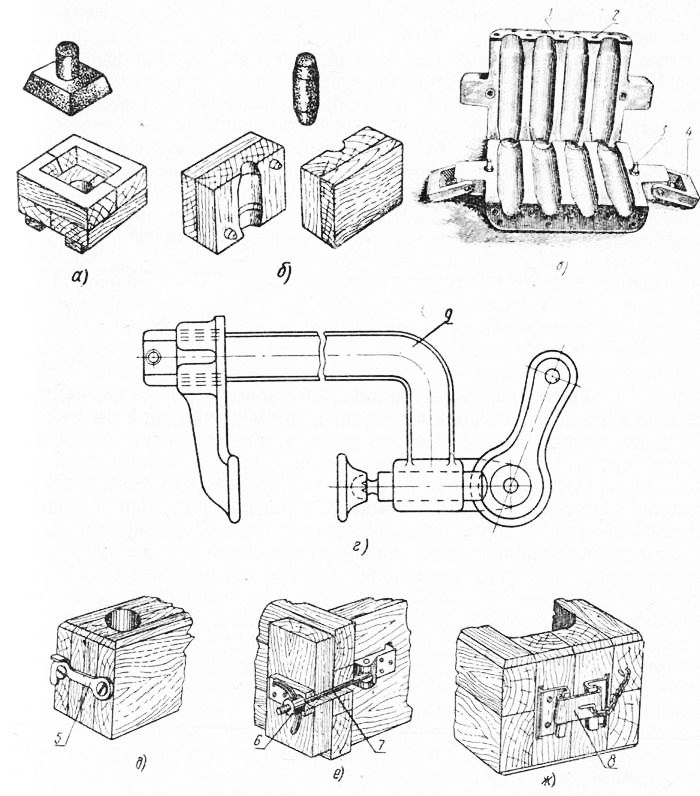
Рис. 11. Стержневые ящики и методы их крепления: Стержневые ящики (рис. 11, а, б, в) в зависимости от требуемого количества и размеров стержней изготавливают из дерева или алюминиевых сплавов. При ручном способе изготовления стержней для повышения долговечности плоскость набивки стержневых ящиков упрочняют стальными накладками, которые крепят к ящику винтами (рис. 11, в). Центрирование половин ящика производится шипами, а скрепление — накидной скобой (рис. 11, б), стальными болтами и гайкой (рис. 11, е), скобой, крючком и струбциной (рис. 11, г, д, ж) . По своей конструкции ящики бывают цельные, разъемные и вытряхные. Цельные ящики применяют для изготовления стержней простой формы, разъемные — для стержней самой разнообразной формы, а вытряхные — для стержней сложной формы. Сушильные плиты изготавливают из чугуна или алюминиевых сплавов, они бывают гладкие или фасонные с отверстиями и предназначаются для сушки стержней. Шаблоны контрольные — стальные или деревянные — служат для контроля при изготовлении стержней и при установке стержней во время сборки форм. Реклама:Читать далее:Формовочные материалы и смесиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|