|
|
Категория:
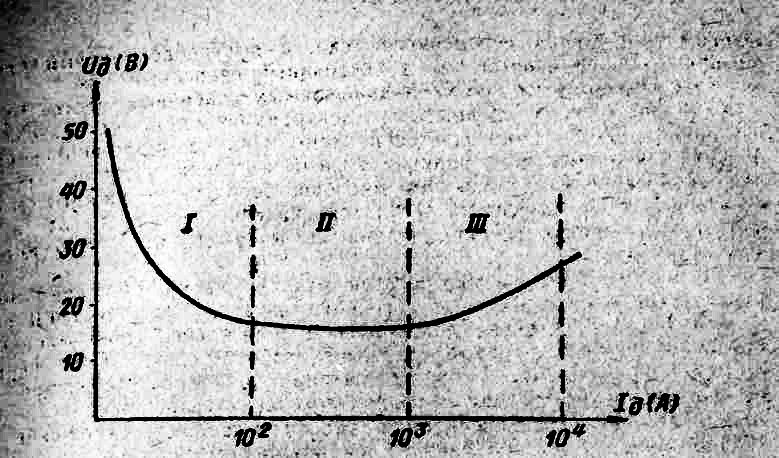
Сварка металлов Выбор источника питания для дуговой сварки определяется характером зависимости между напряжением и током дуги. Напряжение дуги, т. е. разность потенциалов между электродом и основным металлом существенно зависит от длины дуги и силы тока в ней. В сварочной дуге, горящей между плавящимися электродами, при постоянной величине тока напряжение дуги пропорционально ее длине. Для устойчивого горения сварочной дуги основные ее параметры — ток и напряжение — должны находиться в определенной зависимости между собой. График зависимости напряжения дуги от тока в ней при установившемся режиме горения дуги (при неизменной ее длнне) называется статической вольт-амперной характеристикой дуги. Статическая характеристика дуги состоит из трех участков: участок I — с падающей зависимостью напряжения дуги от тока в ней, участок II — с жесткой зависимостью и участок III — с возрастающей зависимостью напряжения от тока. При ручной сварке покрытыми электродами статическая вольт-амперная характеристика дуги — падающая с переходом к жесткой. Для обеспечения устойчивого горения сварочной дуги источник питания должен соответствовать следующим основным требованиям: Внешняя характеристика источника питания. Электрические свойства источника питания в статическом режиме отражаются его внешней вольт-амперной характеристикой. Внешней характеристикой источника питания называется график зависимости напряжения на его зажимах от величины сварочного тока.
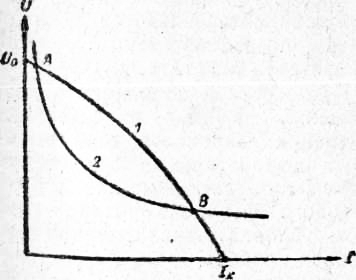
Рис. 1. Статическая вольт-амперная характеристика дуги Источник питания для однопостовой ручной сварки покрытыми электродами должен иметь крутопадающую внешнюю характеристику. При такой внешней характеристике источника питания напряжение на его зажимах с ростом сварочного тока резко уменьшается и резко возрастает с уменьшением тока. Устойчивость горения сварочной дуги зависит от постоянства установленного сварочного тока. Специфичным и неизбежным негативным фактором ручной сварки являются произвольные колебания длины дуги в процессе ее горения. Отклонения сварочного тока при колебаниях длины дуги должны быть минимальными. Длина дуги связана с ее напряжением: чем длиннее дуга, тем выше напряжение ее, и наоборот. Крутопадающая внешняя характеристика источника питания обеспечивает устойчивое горение дуги при определенной величине сварочного тока. При наложении внешней характеристики источника питания на статическую вольт-амперную характеристику дуги видно, что в точках их пересечения (А, В) требование устойчивости дуги (равенство токов и напряжений дуги и источника) удовлетворяется. Но устойчиво гореть дуга будет только в точке В. Почему это происходит?
Рис. 2. 1 — внешняя вольт-амперная характеристика источника питания; 2 —статическая вольт-амперная характеристика дуги
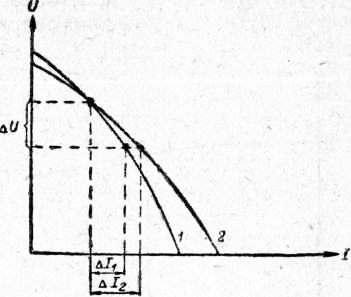
Рис. 3. 1, 2 —внешние характеристики однопостовых источников питания Если по какой-либо причине ток уменьшится, то напряжение источника будет больше напряжения дуги и это вызовет увеличение тока, т. е. произойдет возврат в точку В. При произвела ном увеличении тока напряжение источника питания станет меньше напряжения дуги — это уменьшит ток и произойдет возврат в точку В. Таким образом, при случайных колебаниях сварочного тока режим горения дуги самопроизвольно восстанавливается, тем самым обеспечивается постоянный режим сварки и устойчивое горение дуги. В точке А дуга не может гореть устойчиво, т. к. случайные колебания сварочного тока будут развиваться до обрыва дуги или до тех пор, пока ток не достигнет значения, соответствующего точке В устойчивого горения дуги. Следовательно, устойчивое горение дуги возможно только в точке В, где внешняя характеристика источника питания является более крутопадающей, чем статическая вольт-амперная характеристика дуги. При сравнении двух источников питания с падающими внешними характеристиками можно сделать следующий вывод: источник с более крутопадающей внешней характеристикой (1) наилучшим образом отвечает требованиям ручной дуговой сварки покрытыми электродами. Такой источник питания обеспечивает боле? высокую устойчивость горения дуги при случайных колебаниях ее длины (эластичность дуги), т. е. при увеличении длины дуги и ее напряжения сварочный ток уменьшается незначительно, и наоборот, при уменьшении длины дуги и ее напряжения сварочный ток увеличится незначительно (ДЛСД/г). AU — изменения напряжения дуги при изменениях ее длины, ДЛ—изменения тока первого источника, А12 — изменения тока второго источника питания. Таким образом, гарантируется стабильность режима сварки, т. е. при случайных произвольных колебаниях длины дуги в процессе – ее горения сварочный ток поддерживается примерно на одном уровне. К многопостовому источнику питания требования в отношении внешней вольт-амперной характеристики другие. Для обеспечения нормальной одновременной работы нескольких сварщиков многопостовой источник питания должен иметь жесткую внешнюю характеристику. Крутопадаюшая зависимость напряжения на дуге от тока дуги, необходимая для устойчивого горения сварочной дуги, на каждом сварочном посту обеспечивается подключением последовательно с дугой балластного реостата. При жесткой зависимости напряжения ог тока значительные изменения сварочного тока вызывают незначительные колебания напряжения аа зажимах много» постового иа очника питания.
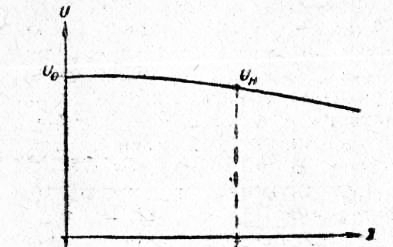
Рис. 4. Внешняя характеристика источника-питания В процессе ручной сварки покрытыми лектродами источник питания очень часто оказывается в режиме короткого замыкания. Такое состояние возникает всегда в момент зажигания дуги (касание электродом основного металла) и может возникать в процессе горения дуги при переносе расплавленного электродного металла через дуговой промежуток в сварочную ванну. При крутопадающей внешней характеристике однолостового источника питания ток короткого замыкания не достигает больших значений. Это делает возможным нормальную работу источника питания при частых коротких замыканиях. При проектировании однопостовых источников питания выполняется следующее условие: — ток короткого замыкания источника питания, — номинальный ток источника питания. Т. е. ток короткого замыкания источника питания не должен превышать номинальный ток его более чем в полтора раза. Номинальным током источника питания называется наибольший допустимый (по условиям нагрева) ток нагрузки. Незначительное возрастание тока короткого замыкания благоприятно сказывается на переносе расплавленного электродного металла в сварочную ванну и способствует нормальному формированию сварного шва. Для многопостового источника питания короткое замыкание без балластного реостата недопустимо, т. к. при жесткой внешней характеристике его ток короткого замыкания увеличится многократно в сравнении с номинальным током, чго может вывести источник питания из строя. При многопостовой сварке в момент короткого замыкания на сварочном посту ток будет возрастать до тех пор, пока падение напряжения на балластном реостате не уравновесит напряжение источника питания. Величины напряжений источника питания. Для зажигания дуги сварщик делает кратковременное короткое замыкание источника питания, касаясь электродом основного металла (изделия). При последующем отрыве электрода на короткое мгновение возникает состояние холостого хода источника питания (напряжение максимально, ток равен нулю). Вслед за этим в дуговом промежутке, заполненном ионизированными газами, парами металла и покрытия, под действием напряжения источника питания возникает сварочная дута. Возбуждение дуги в начальный период, когда дуговой промежуток слабо ионизирован, происходит тем легче, чем выше величина напряжения холостого хода источника питания. Для обеспечения надежного возбуждения дуги при ручной сварке покрытыми электродами напряжение холостого хода источника питания t/xx должно быть не ниже 50 В. Источники питания для ручной сварки имеют номинальное напряжение холостого хода не менее 60 В, чтобы при случайном снижении напряжения в электрической сети, к которой подключается источник питания, его напряжение холостого хода было бы достаточным для надежного возбуждения дуги, верхний предел напряжения холостого хода по условиям электро-безопасности составляет: для источника питания переменного; тока— 80 В, для источников питания постоянного тока— 100 В. В момент установившегося режима горения дуги рабочее напряжение на дуге (источника питания) составляет в среднем 18— 19 В. Этого напряжения достаточно для поддержания стабильного горения дуги, когда дуговой промежуток хорошо ионизирован. Динамическая характеристика-. В процессе сварки расплавленный электродный металл- в виде капель переносится в сварочную ванну. При малой длине дугового промежутка (короткая дуга) многочисленные капли электродного металла часто перекрывают дуговой промежуток (короткое замыкание). В результате ток и напряжение сварочной дуги беспрерывно изменяются. В момент короткого замыкания напряжение дуги падает до нуля, а ток дуги возрастает. При этом возрастает магнитный поток, сжимающий каплю расплавленного металла с образованием тонкой перемычки. Возникшая перемычка жидкого металла перегревается током короткого замыкания до очень высокой температуры и пары металла, отрывая каплю металла от электрода, направляют ее в сварочную ванну. В момент разрыва перемычки ток дуги падает до нуля, а напряжение возрастает до величины напряжения зажигания дуги. Следовательно, источник питания должен быстро изменять свое напряжение от нуля до величины напряжения зажигания дуги. Способность источника питания быстро реагировать на изменения, происходящие в дуге, характеризует его динамические свойства. Чем быстрее восстанавливает источник питания напряжение зажигания дуги, тем лучше его динамические свойства. Динамической характеристикой источника питания называется время, необходимое ему для восстановления напряжения от нуля в момент короткого замыкания до величины напряжения зажигания дуги. Это время не должно превышать 0,05 с. Высокие динамические свойства источника питания обеспечивают спокойный перенос электродного металла в сварочную ванну, малое разбрызгивание его, хорошее формирование сварного шва, высокое качество сварки. Настройка режима сварки. Величину сварочного тока регулируют обычно при помощи источника питания, имеющего для этого специальные регулировочные устройства. Регулировка сварочного тока осуществляется двумя способами: изменением величины напряжения холостого хода источника питания, изменением полного сопротивления источника питания. Реклама:Читать далее:Режим работы источника питанияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|