|
|
Категория:
Технология газовой сварки Далее: Техника газовой сварки Газовой сваркой можно выполнять нижние, горизонтальные, вертикальные и потолочные швы. Наиболее трудно выполнять •потолочные швы ввиду стекания вниз капель металла из сварочной ванны; в этом случае сварщик должен удерживать. жидкий металл в шве дутьем газового пламени. Швы накладываются однослойные и многослойные. При толщине стали 8—10 мм шов выполняют в два слоя. Листы толщиной 10 мм и выше сваривают в 3 слоя и более. Многопроходных швов при газовой сварке не применяют из-за трудности наложения узких валиков. Многослойной сваркой обеспечивается повышенная прочность металла шва и всего сварного соединения по сравнению с однослойной; получается меньший участок перегретого металла в зоне термического влияния сварного соединения, достигается нормализация (отжиг) нижележащих слоев при наплавке последующих. Толщина слоя подбирается такой, чтобы металл предыдущего слоя приобретал мелкозернистое строение. Для сварки незакали-вающейся стали толщина слоя многослойного шва составляет 3— 8 мм в зависимости от толщины и размеров изделия. Металл верхнего слоя шва рекомендуется отжечь газовым пламенем без присадочного металла. Перед наложением каждого слоя нужно очистить поверхность металла предыдущего слоя проволочной щеткой от шлаков и толстой окалины. Горизонтальные и потолочные швы обычно выполняют правым способом сварки. Вертикальные:и наклонные швы сваривают снизу вверх левым способом. При газовой сварке углеродистых и низколегированных незакаливающихся сталей применяется сварочная проволока марок Св-08, Св-08А, Св-08АА, Св-08Г, Св-08ГС, Св-12ГС и других по ГОСТ 2246—70. При правой сварке пользуются сварочной проволокой диаметром, равным половине толщины свариваемого металла, но не более 6 мм. При левой сварке проволоку берут диаметром на 1 мм больше, чем при правой. В этом случае металл проплавляется на большую глубину и сварка более производительна. Однако следует пользоваться сварочной проволокой, легированной кремнием и марганцем (Св-12ГС, Св-08Г2С и др.) для того, чтобы полнее удалить образующуюся в сварочной ванне закись железа FeO. Специальные виды газовой сварки. При толщине листов от 2 до 12 мм кромки не скашивают. Сварку начинают с проплавления отверстия диаметром, равным толщине свариваемых листов. Затем проволокой заплавляется нижняя часть отверстия на всю толщину металла, перемещают пламя, оплавляя верхнюю часть отверстия и накладывая металл на нижнюю кромку. Таким образом, отверстие все время продвигается ввёрх, зйплййляйсь снизу и оплавляясь Сверху. Б процессе сварки совершаются круговые движения мундштуком. Новая круговая ванночка должна перекрывать предыдущую на 1/3 диаметра. Сваренные этим приемом стальные листы образуют плотный шов с лучшими механическими свойствами, чем сварка в нижнем положении.
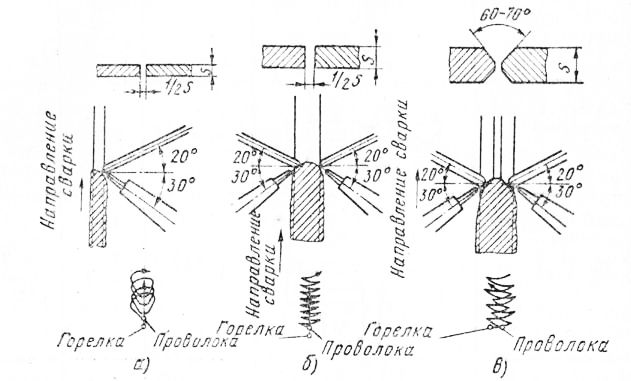
Рис. 1. Схемы сварки сквозным валиком при толщине S:
а — от 2 до 6 мм. б — от 6 до 12 мм, е — от 12 до 20 мм
Мощность горелки подбирается из расчета 60 дм3/ч на 1 мм толщины листа. При сварке листов толщиной более 6 мм применяется вертикальная сварка одновременно с двух сторон. Мощность горелки выбирается из расчета 30 дм3/ч на 1 мм толщины металла. При сварке труб, расположенных горизонтально, после сборки стыка (обычно на сварочных прихватках, расположенных в зависимости от диаметра трубы в 3—6 местах на равных расстояниях) сварку производят участками, независимо от того, поворотный или неповоротный стык. При сварке с поворотом свариваемый участок обычно находится наверху и занимает положение между вертикальным диаметром и диаметром, наклоненным к нему под углом 45°. Трубы без поворота свариваются участками в нижнем, наклонном и потолочном положениях с соблюдением принципа обратноступенчатой сварки с целью борьбы с деформациями. Реклама:Читать далее:Техника газовой сваркиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|