|
|
Категория:
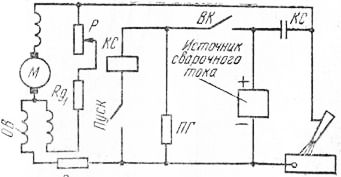
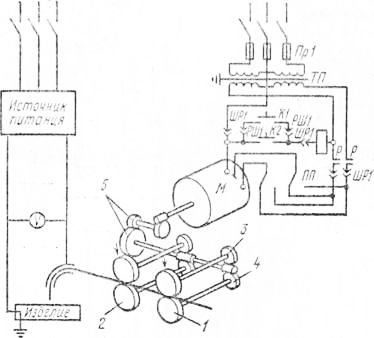
Наплавка В настоящее время широкое применение получили полуавтоматы для сварки в защитных газах А-547У, А-929С, А-537У и А-537Р, А-1230 и др. Технические данные некоторых шланговых полуавтоматов даны в табл. 57. Полуавтомат А-547У позволяет сваривать металл толщиной 0.8—1,4 мм и угловые швы с катетом 1—7 мм в различных пространственных положениях. Он состоит (рис. 134) из легкого чемодана с подающим механизмом и катушкой для проволоки и пульт управления, смонтированного вместе с источником питания. Подача проволоки плавно регулируется изменением скорости электродвигателя постоянного тока и сменой подающих роликов. Особенностью полуавтомата является питание электродвигателя и ДРУГИХ Цепей управления (подогреватель газа, контактор) от источника сварочного тока (рис. 135). Перед началом сварки выключателем ВК производится подключение всей аппаратуры полуавтомата. После нажатия кнопки «Пуск», расположенной на щитке сварщика, замыкается цепь катушки силового контактора, срабатывает контактор и на горелку подается сварочное напряжение источника питания; одновременно включается двигатель механизма подачи проволоки, и она начинает подаваться в зону дуги. Процесс сварки продолжается, пока замкнута кнопка «Пуск». При отпускании кнопки «Пуск» процесс сварки прекращается.
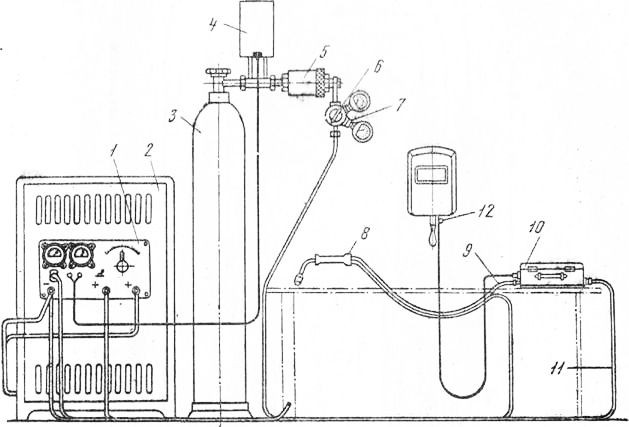
Рис. 1. Общая схема установки и полуавтомата А-547У для сварки в защитном газе:
1 — пульт управления, 2 — источник питания дуги и электромотора полуавтомата, 3 — баллон с газом, 4 — электроподогреватель газа, 5 — осушитель газа, 6 — редуктор, 7 — расходомер, 8—горелка, 9 — шланг для подачи проволоки, 10 — чемодан с подающим механизмом и катушкой для проволоки, 11 — сварочный провод, 12 — кнойка «Пуск» для подачи напряжения от источника питания дуги и мотора полуавтомата, находящаяся на щитке сварщика
Рис. 2. Электрическая схема полуавтомата А-547У
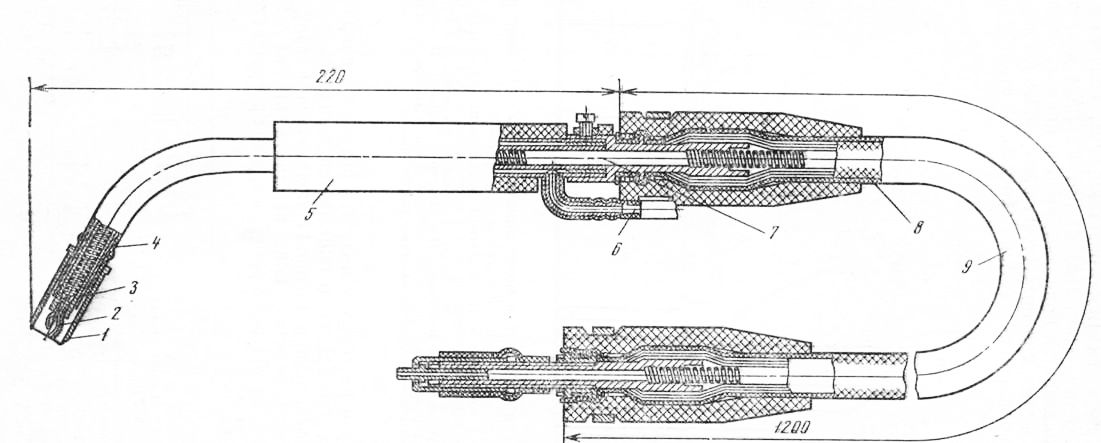
Рис. 3. Горелка легкого типа полуавтомата А-547У
Полуавтомат А-547У снабжается легкой горелкой для сварочной проволоки 0,8—1,0 мм (рис. 3), массой 120 г, с шлангом длиной 1,2 м и тяжелой горелкой — для проволоки 1,2—1,4 мм. Газ подводится по отдельной трубке, присоединенной к штуцеру.
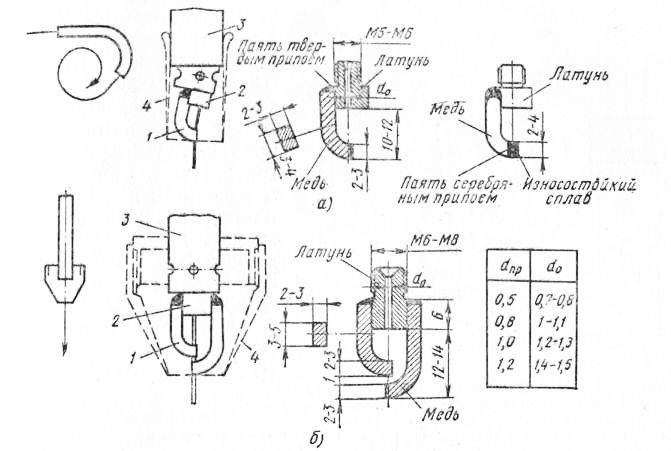
Рис. 4. Контакты держателя для изогнутых (а) и прямых (б) мундштуков при сварке проволокой 0,5—1,2 мм: 1 — контактный сапожок, 2 — наконечник, 3 — мундштук, 4 — сопло
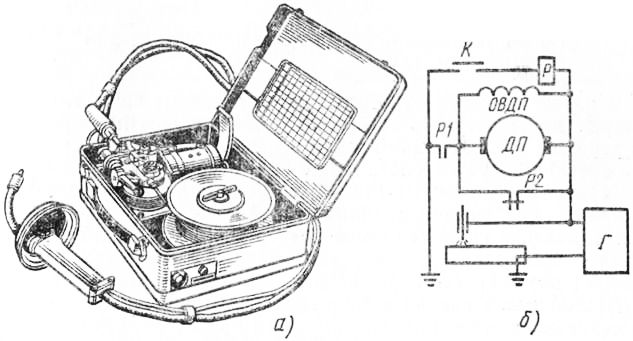
Если вылет сварочной проволоки больше указанного, то увеличивается разбрызгивание электродного металла и нарушается процесс сварки; если вылет меньше, то подгорает наконечник. Постоянство вылета и надежность работы наконечника обеспечиваются контактным сапожком. В изогнутых наконечниках применяют один контактный сапожок, в прямых — два. Сварка в различных положениях шва в пространстве производится на разных режимах. При переходе от нижних к вертикальным швам режим (напряжение и скорость подачи проволоки) следует уменьшать. Частое изменение режима сварки вручную отрывает сварщика и занимает много времени, поэтому некоторые Полуавтоматы комплектуются устройствами для дистанционного Управления режимом сварки. Устройство для дистанционного переключения режима делает полуавтомат удобным и .для опера, ций начала и окончания сварки. К, двухрежимным относится шланговый полуавтомат А-929С. В процессе работы переключение режимов производится нажатием кнопки, расположенной на горелке полуавтомата. Полуавтомат ПДПГ-500 для сварки в углекислом га« зе проволокой диаметром от 0,8 до 2 мм комплектуется так же, как полуавтомат А-547У. Полуавтомат снабжается двумя сварочными горелками: легкого типа, ох-лаждаемой защитным газом и предназначенной для сварки на токах до 150 А, и тяжелого типа — охлаждаемой водой, для сварки на токах до 500 А. Серийно выпускаются универсальные полуавтоматы А-765, А-1035М, А-1197П и др. Электрокинематическ а я схема полуавтомата А-765 для сварки порошковой проволокой представлена на рис. 138. Для лучшей подачи порошковой проволоки, обладающей малой жесткостью, механизм подачи снабжен двумя парами подающих роликов, что позволяет снизить давление на проволоку. Унифицированный полуавтомат А-1197 предназначен, для сварки сплошной проволокой диаметром 1,6—2 мм и порошковой диаметром до 3,5 мм на токах до 500 А. Кроме универсальных полуавтоматов, промышленность выпускает полуавтоматы специального назначения, например для сварки в монтажных условиях. Полуавтомат А-1114 для сварки в монтажных условиях (рис. 6) построен по упрощенной схеме; он обладает легкостью и компактностью — механизм подачи и катушка с проволокой расположены в чемодане. Полуавтомат ранцевого типа ПДГ-304 предназначен для сварки в монтажных условиях. Он снабжен ранцевыми ремнями для переноски его на спине. Такая компоновка полуавтомата позволяет пользоваться коротким шлангом, что повышает равномерность подачи проволоки. Масса механизма подачи — 7 кг. Кроме специализированных заводов, выпускающих сварочные полуавтоматы, некоторые организации страны изготовляют их по модернизированным схемам. Например, в институте «Оргэнерго-строй» разработан полуавтомат типа ПМП для сварки порошковой проволокой в условиях открытой строительно-монтажной площадки. Масса полуавтомата равна 10 кг, в том числе масса механизма подачи проволоки вместе с кассетой и пультом управления 7 Кг. Особенностью конструкции этого полуавтомата является от сутствие шкафа управления, что выгодно отличает его от других полуавтоматов, имеющих добоЛьно громоздкие и тяжелые шкафы управления.
Рис. 5. Электрокинематическая схема шлангового полуавтомата А-765:
1 — ролик прижимной, 2 — ролик ведущий, 3, 4 — червячные колеса, 5 — сменные шестерни, Пр — предохранитель, ТП — трансформатор понижающий, К1 — кнопка пусковая для наладочных операций, К2 — кнопка пусковая при сварке, Р — промежуточное реле, ПП — пакетный переключатель. РШ1 — штепсельная розетка, ШР1 — штепсельный разъем, М — электродвигатель
Рис. 6. Полуавтомат А-1114: а — внешний вид, б — электрическая схема; ДП — двигатель подачи проволоки, ОБДП — обмотка возбуждения двигателя подачи, К — кнопка включения полуавтомата (на рукоятке горелки), Р—реле для включения нормально открытого контакта Р1 и для выключения нормально закрытого контакта Р2 в цепи двигателя, Г — преобразователь сварочный
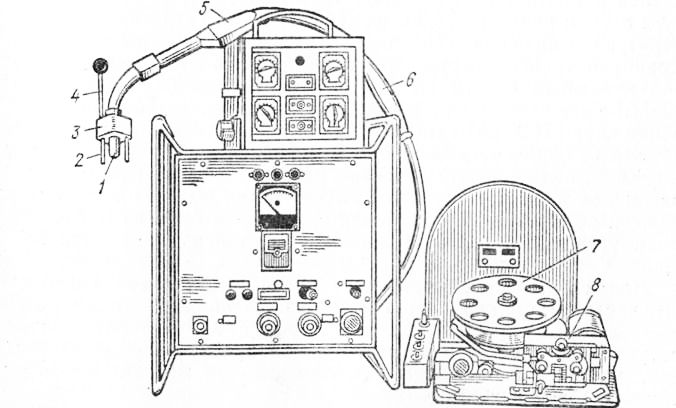
Рис. 7. Полуавтомат ПДГ-304 ранцевого типа:
1 — сопло, 2 — упор, 3 — приставка, 4 — рукоятка, 5 — горелка, 6 — шланг, 7 — катушка, 8 — механизм подачи
Реклама:Читать далее:Технология полуавтоматической сварки в защитном газеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|