|
|
Категория:
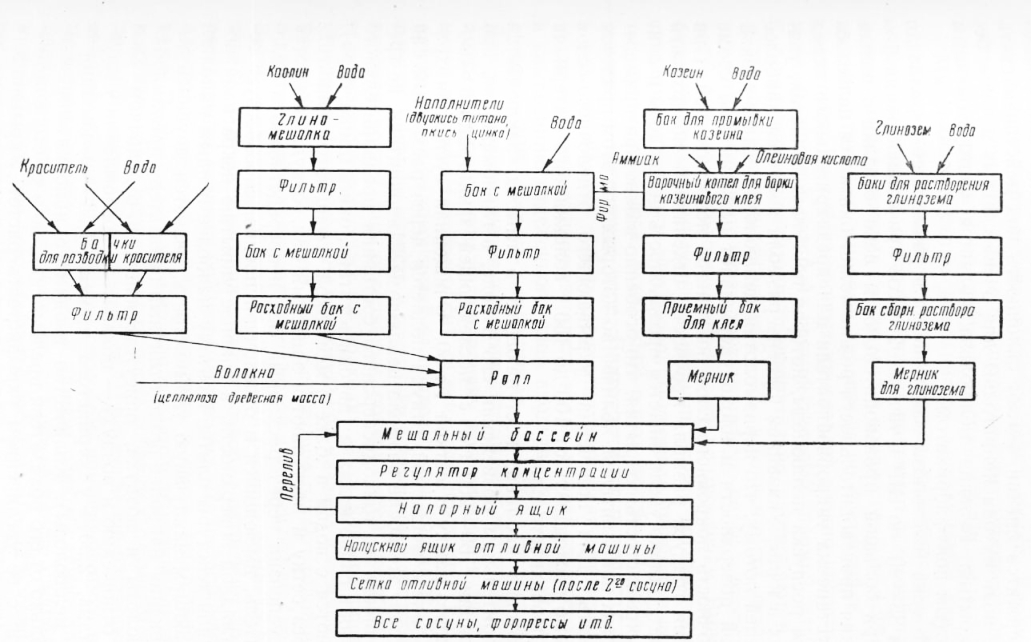
Производство древесноволокнистых плит В настоящее время отделка стен, облицованных древесно-во-локнистыми плитами, производится на местах строительства, что связано с необходимостью применения ручного, малопроизводительного труда. Вопросы индустриализации трудоемкого процесса отделки плит, повышения качества отделки и экономного расхода отделочных материалов решаются путем переноса процесса отделки со строительных площадок непосредственно на заводы — производители древесно-волокнистых плит, т. е. путем поставки плит потребителю в отделанном виде. При этом необходимо учитывать, что, кроме придания красивого внешнего вида, некоторые способы отделки повышают твердость и прочность плит на изгиб и растяжение, понижают их линейные деформации и водопогло-щение и повышают стойкость к агрессивным средам. Эти обстоятельства позволяют не только расширить область применения плит, но значительно повысить экономичность их использования в строительстве и в технике и рентабельность заводов древесноволокнистых плит. В качестве примера можно указать, что обычные неотделанные плиты непригодны для отделки санитарных узлов жилых домов; плиты же, отделанные «сухим методом», а также пульверизацией некоторыми типами смол, заменяют кафель при отделке стен в санитарных узлах. Работы по вопросам отделки древесно-волокнистых плит проведены в период 1951 —1952 гг. в лаборатории древесно-волокнистых плит Лесотехнической академии им. С. М. Кирова [56]. В настоящее время разработаны и внедряются в производство три принципиально различных способа отделки древесно-волокнистых плит: а) «наливной» метод; б) «сухой» метод и в) пульве-ризационный. «Наливной» метод отделки Сущность этого метода отделки заключается в нанесении на поверхность влажной древесно-волокнистой плиты, прошедшей регистровую часть отливной машины, второго (отделочного) слоя, состоящего из разбавленной суспензии целлюлозы или древесной массы тонкого помола, наполненной минеральными наполнителями с подкраской красителями и проклеенной казеином, осажденным на волокнах добавкой глинозема. Дальнейшая технология производства отделанной таким путем плиты ничем не отличается от изготовления обычных неотделанных плит. Настоящий способ дает возможность производить отделку плит непрерывным поточным методом без дополнительных операций после их сушки. Технологическая схема отделки плит «наливным» методом приведена на рис. 1. Как видно из схемы, отделка включает следующие операции: а) подготовка волокна; б) растворение красителя; в) разведение каолина; г) разведение дисперсных наполнителей, не требующих подготовки в глиномешалке (двуокись титана и т. п.); д) варка казеинового клея; е) растворение глинозема; ж) смешивание компонентов в ролле; з) хранение в метальном бассейне; и) подача на машину через регулятор концентрации, напорный и напускной ящики. Соединение отделочного наливного слоя с основным слоем влажной плиты происходит под действием отсасывающей и прессовой частей отливной машины. Дальнейший технологический процесс производства сохраняется тот же, что и при неотделанных плитах. В качестве волокнистой основы отделочного слоя для получения светлых тонов и белых покрытий необходимо применение беленой сульфитной целлюлозы, дающей наиболее чистый, белый, устойчивый при длительном освещении цвет. Для более темных оттенков может быть применена небеленая или полубеленая сульфитная и сульфатная целлюлоза, а также белая древесная масса. Необходимо учитывать, что древесная масса и небеленая целлюлоза, в которых содержится лигнин, имеют склонность под действием света желтеть, поэтому они непригодны для очень светлых и чисто белых покрытий. Беленая целлюлоза является светоустойчивым волокнистым полуфабрикатом.
Рис. 1. Схема «наливного» способа отделки плит
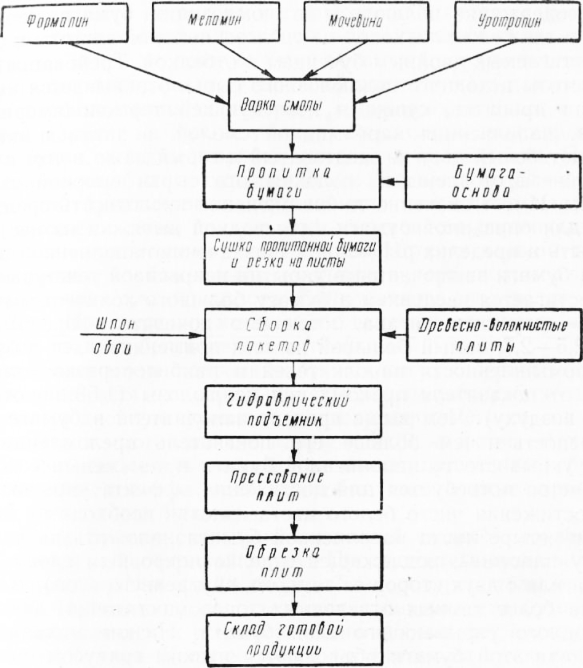
Подготовка целлюлозы заключается в размоле ее в ролле до тонкости 35—40° по ШР в течение 2 часов при концентрации 5— 5,5%. При большой производительности цеха отделки с целью увеличения производительности ролла может оказаться целесообразной установка гидроразбивателя для предварительного перед размолом роспуска целлюлозы, которая поступает в листах, упакованных в кипы. Указанная степень размола является наиболее подходящей потому, что неразмолотая целлюлоза не дает ровной и гладкой поверхности и плохо удерживает наполнитель, кроме того, прочность покровного слоя получается недостаточной. При повышении градуса размола прочность отделанной поверхности возрастает, однако увеличивается прозрачность целлюлозы и снижается укрывистость покрытия, что особенно важно при применении дорогих наполнителей, количество которых при этом придется увеличивать. Для получения укрывающего отделочного слоя необходимо расходовать от 100 до 150 г волокнистого материала на 1 м2 поверхности плиты. Подготовка каолина, поступающего в глыбах, заключается в предварительном разведении его в воде, в глиномешалке, при концентрации 150—200 г/л с последующей фильтрацией «молочка» через рамку с сеткой № 80. Очищенная суспензия хранится в баке с мешалкой, откуда подается через расходный бак в ролл сразу же после размола целлюлозы. Наполнители, не требующие ввиду их тонкодисперсного состояния предварительного разведения в глиномешалке (двуокись титана, окись цинка, охра), смешиваются с водой в баке с мешалкой, очищаются фильтрацией через сетку и поступают в запасный бак, откуда подаются в виде суспензии через расходный бак непосредственно в ролл. Наполнитель, имеющийся в отделочной пленке, способствует созданию гладкой поверхности, а главное укрытию некрасивой поверхностной текстуры плиты. Поэтому наиболее ценным наполнителем, дающим наилучшую укрывистость, является двуокись титана, имеющая наиболее резко отличный показатель преломления от целлюлозы и воздуха, присутствующих в отделочном слое (2,55 по отношению к воздуху — показатель преломления у двуокиси титана, 2,30 — у сернистого цинка, 1,55—у каолина и 1,53 — у целлюлозы). Количество вводимого наполнителя зависит не только от его показателя преломления, но и от степени дисперсности: с ее увеличением укрывистость растет. Укрывистость поверхности в основном зависит от присутствия наполнителя, но для удержания его на поверхности плиты и придания отделанному слою необходимой твердости и эластичности наполнитель смешивают с волокном и клеем. Количество наполнителя в покровном слое должно составлять от 50 до 75% от веса волокна покровного слоя. Помимо двуокиси титана, хорошим наполнителем, дающим яркие тона, является окись цинка. Каолин плохо укрывает текстуру плиты и может поэтому применяться только в тех случаях, когда не требуется полная укрывистость. Минеральные белые наполнители применяются для цветной отделки в комбинации с органическими красителями. Ввиду необходимости иметь светоустойчивые покрытия целесообразно применение субстантивных красителей в количестве 0,5—1,5% от веса волокна, так как основные красители не светостойки и быстро выцветают. Из субстантивных красителей можно назвать прямой желтый, прямой голубой, прямой зеленый, прямой алый и др. Субстантивные красители предварительно растворяют в горячей (90°) воде при концентрации 2—4%, в зависимости от их растворимости, фильтруют через тонкую медную сетку и вводят в ролл после добавки к волокну каолина, но до проклейки. Вместо комбинации белых минеральных наполнителей с органическими красителями могут быть использованы цветные минеральные пигменты: сурик железный, охра, марс в количестве 50—75% от веса волокна в покровном слое. Подготовка их и порядок введения в ролл те же, что и белых наполнителей. Для придания поверхности отделочного слоя твердости и для лучшей связи его с плитой в композицию отделочного слоя вводится казеиновый клей в количестве 30% от веса наполнителя (15—20% от веса волокна). Для растворения казеина применяют аммиак, который при сушке плиты удаляется; это делает пленку необратимой и дает возможность получения водостойких отделочных покрытий. Едкий натр или сода для данных целей не подходят, так как дают обратимые пленки. Гашеная известь в сочетании с казеином дает много пены, которая портит вид отделанных поверхностей; поэтому известь в данном случае также не подходит. Для консервирования растворов и последующего задубливания казеина к нему добавляют формалина 1—3% от его веса. Казеин промывают водой и подают в варочный котел, где заливают водой и нагревают до t = 40—50°. Затем к казеину добавляют 25%-ный раствор аммиака в количе-. стве 25% от веса казеина и смесь повторно нагревают до полного растворения казеина при перемешивании. Далее добавляют 25% олеиновой кислоты от веса казеина и смесь тщательно смешивают. После фильтрации казеин подают в запасной бак для клея, а из него через мерник в ролл после добавки к размолотой целлюлозе наполнителей и красителей. Приготовление растворов глинозема производится обычным способом, применяющимся в бумажном производстве. Глинозем в данном случае служит для коагуляции казеина и осаждения его на волокна вместе с наполнителем и красителем, для чего требуется добавить 10—12% глинозема от веса наполнителя и создать рН среды 4,5—5,0. Глинозем вводится в ролл после добавки всех остальных компонентов покровного слоя. По введении каждого компонента необходимо тщательное перемешивание массы. Следует иметь в виду, что на укрыви-стость поверхности плит оказывает влияние давление при прессовании на сушильных прессах. С повышением давления при сушке свыше 5 кг/см2 укрывистость снижается, что имеет значение при отделке плит с разным объемным весом. Применение отделки «наливным» методом требует нанесения на поверхность отделочного слоя плиты тонкого слоя смеси из 90% парафина и 10% монтан-воска во избежание прилипания плит к сушильным поверхностям и полировочным пластинам. Нанесение слоя парафина (5 кг на 1 т плит) производится намазоч-ными вальцами при t = 80—90° во время прохождения плит по рольгангу перед типпелем. Отделка древесно-волокнистых плит «сухим» методом Сущность «сухого» метода отделки древесно-волокнистых плит видна из приведенной на рис. 84 схемы. В качестве отделочного материала служит бумажная пленка, получаемая в результате пропитки особой отделочной бумаги-основы мочевино-меламино-формальдегидной смолой и последующей сушки пропитанной бумаги. Исходными материалами для получения смолы служит: 40%-ный формалин, меламин, мочевина и уротропин. Варка смолы производится в медном котле с механической мешалкой якорного типа. В качестве материала для изготовления котла могут быть вЬяты нержавеющая сталь, а также железо, покрытое эмалью или алюминием. Охлажденная водная эмульсия смолы подается из котла к фильтру (сетка с бязью), а затем в промежуточный сборник смолы. Из сборника после анализа и приемки смола подается насосом в ванну пропиточной машины. Бумага-основа в рулонах доставляется на автокарах к пропиточной машине и при помощи блоков устанавливается на опорах. Для получения прозрачной, просвечивающей отделки плит в качестве пропиточной бумаги-основы может быть взята сульфатная пропиточная бумага идущая для пропитки электроизоляционных гетинаксов; свойства этой бумаги следующие. Вес 1 м2 может быть 20, 40, 60, 80 г. Разрывная длина пропиточной сульфатной бумаги составляет 5000—5500 м в продольном и 2000— 2500 м в поперечном направлениях. Растяжимость бумаги в продольном направлении (при длине полоски 180 мм) составляет около 2,5 мм, а растяжимость в поперечном направлении около 3,5 мм. Бумага изготовлена из сульфатной небеленой целлюлозы, размолотой до 40ЭШР. Излом этой бумаги в продольном направлении составляет 400, а в поперечном около 250 двойных перегибов. Влажность бумаги 7,5%. Описанный тип бумаги разработан и применяется для спирторастворимых смол, которые ведут себя в процессе пропитки несколько иначе, чем водноэмульсионные смолы. Для получения непрозрачной отделанной поверхности нами л разработан тип специальной белой наполненной пропиточной гм arli, которая подвергается пропитке бесцветной карбамидной юлой. Свойства этой бумаги были изучены в лаборатории тех-Сплогии древесных пластиков J1TA в 1948 г. и регламентированы техническими условиями, которые сводятся к следующему. Бумага изготовляется (как и все пропиточные бумаги для слоистых пластиков) в ролевом виде. Поверхность ее должна иметь машинную гладкость. Вся партия бумаги должна быть равномерной по толщине, просвету, однородности цвета; не допускается наличие проколов, включений частиц металла, песка, узлов волокна, складок, морщин, маркировки от сетки и сукон и волнистости. Вес 1 м2 этой бумаги должен быть около 80 г при толщине листа 0,11 — 0,12 мм. Влажность бумаги требуется не более 7%. Содержание золы в этой бумаге должно быть не менее 16—20% (наполнитель— двуокись титана). Разрывная длина требуется не менее 2500 м при отношении продольного направления к поперечному не более 2:1; растяжимость — не менее 1 мм в продольном и 1,5 мм в поперечном направлениях; впитываемость по Клемму не менее 25 мМ в течение 10 минут. Излом в продольном направлении должен быть не менее 5 двойных перегибов; белизна бумаги не менее 98% (по фотометру Пульфриха). Наполненная пропиточная бумага должна быть изготовлена из сульфитной беленой облагороженной целлюлозы с содержанием альфа-целлюлозы не менее 96% (содержание целлюлозы в композиции бумаги не менее 70%), а также из хлопковой целлюлозы высокой чистоты и белизны, достигаемых двойным бучением и отбелкой. Требование высокой чистоты исходного целлюлозного сырья основывается на том, что при пропитке, сушке и последующей термополимеризации бумага, наполненная карбамидной смолой, а затем и пластик изменяют белый цвет на желтоватый и серый даже в том случае, если они изготовлены из волокнистого сырья высокой степени белизны. Имеет значение также активная кислотность среды, которая для описанной бумаги (для водной вытяжки из нее) должна быть в пределах рН = 5—6. Назначение наполненной пропиточной бумаги заключается в укрытии некрасивой текстуры плит. Это достигается введением в бумагу большого количества наполнителя — двуокиси титана, имеющего показатель преломления света 2,5—2,7, самый большой из всех применяющихся в бумажной промышленности наполнителей и наиболее резко отличающийся от показателя преломления целлюлозы (1,53 по отношению к воздуху). Чем выше процент наполнителя в бумаге и его дисперсность и чем больше его показатель преломления, тем лучше укрывистость наполненной бумаги и тем меньшее количество листов потребуется для достижения эффекта укрывиетости. Для достижения чисто белого цвета изделия необходимо два-три и даже четыре листа наполненной бумаги наложить на каждую сторону пластины, подлежащей отделке покровным слоем (т. е. с одной или с двух сторон от темного, внутреннего слоя). Для получения более темных отделочных тонов достаточно двух или даже одного укрывающего слоя бумаги. Низкие механические показатели этой бумаги объясняются низким градусом размола (20—22ЭШР), а также высоким содержанием наполнителя. С этими низкими показателями приходится мириться по экономическим соображениям, так как для повышения механической прочности бумаги следует снизить содержание в ней наполнителя, а это приведет к уменьшению ее «укрывающих» свойств, т. е. к необходимости увеличения количества листов в пластике. Наполненная двуокисью титана белая «укрывающая» бумага может служить и в качестве верхнего покровного слоя.
Рис. 2. Схема «сухого» способа отделки плит
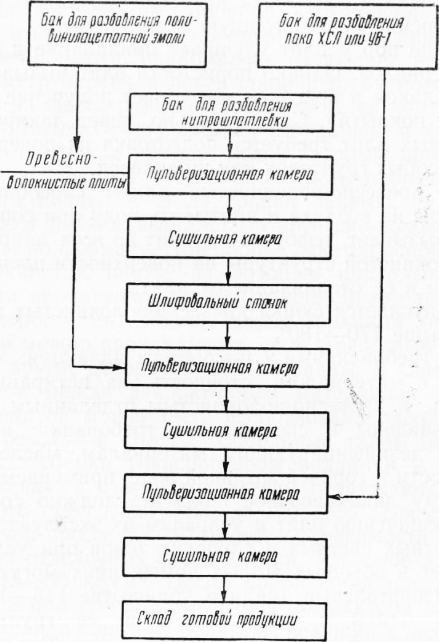
Нами был разработан, кроме того, специальный тип покровной отделочной бумаги. Она представляет собой чисто белую нена-полненную бумагу либо цветную ненаполненную или мало наполненную бумагу высокой прочности и чистоты тона. Эта бумага должна быть изготовлена из облагороженной целлюлозы с высоким содержанием альфа-целлюлозы (не менее 96%), во избежание изменения цвета при пропитке, сушке и термополимеризации, чем уже говорилось выше при описании свойств «укрывающей» бумаги. Одновременно эта бумага должна иметь высокую механическую прочность, так как покровный слой воспринимает главные механические нагрузки при работе изделия. Покровный слой является определяющим внешние качества пластика: его цвет, чистоту тона, блеск, «игру» и т. д., поэтому бумага-основа для него должна быть не только высокой степени белизны (не менее 98%), не только изготовленной из волокна высокой химической чистоты, но в ней не должно быть никаких посторонних включений: металла, песка, пыли, узелков волокон. Бумага должна быть равномерной по толщине, просвету, однородности цвета в пределах всей партии; на ней не должно быть следов маркировки от сеток и сукон, а также морщин, складок и волнистости. Покровный слой может быть и окрашенным и бесцветным. Для окраски пропиточной бумаги-основы, идущей для покровного наружного и укрывающего слоев, следует пользоваться светопрочными субстантивными красителями, большинство которых хорошо переносит лакировку карбамидными смолами и термополимеризацию. Вес 1 м2 бумаги для наружного облицовочного слоя должен быть около 20 г. При желании иметь особо высокую прочность покровного слоя следует брать два слоя покровной бумаги. Малонаполненные покровные бумаги могут содержать в качестве «наполнителя» минеральные красители, которые в данном случае несут двойную функцию: окраску наружного слоя и укрытие среднего темного слоя от наружного. В качестве облицовочного слоя, а также «укрывающего» может применяться бумага, имитированная типографским способом под ценные древесные породы (текстурная бумага). Пропитка бумаги свежеприготовленной смолой производится в корытообразной открытой ванне. Продолжительность пребывания ее в растворе смолы 30 секунд. Температура смолы при пропитке 20°. Излишек смолы удаляется с поверхности бумаги при помощи металлических реек, установленных поперек полотна пропитываемой бумаги. Количество смолы, считая на сухое вещество от веса пропитанной бумаги, должно составлять для отделочного слоя 60—75%. Если применяется, кроме отделочного покрытия, еще наполненная укрывающая бумага, то в нее вводят 50% смолы. После пропитки смолой бумага направляется на сушку, которая осуществляется в сушильной части пропиточной машины. Сушка бумаги ведется при ^ = 80—90й в течение 15—20 минут в камерах длиной 15—30 м. Навстречу полотну пропитанной бумаги в камеру из наружных калориферов подается теплый воздух. Для дополнительного подогрева внутри камеры имеются трубчатые калориферы. Процесс сушки пропитанной бумаги контролируется по содержанию в ней летучих, количество которых должно быть 3—5%. Движение полотна бумаги в пропиточной машине осуществляется следующим образом. Лист бумаги проталкивается от разматывающего механизма через направляющие валики, установленные в пропиточной части машины, и прикрепляется к стержню. Последний в свою очередь прикреплен к двум бесконечным цепям, находящимся в сушильном канале на зубчатых колесах, приводимых в движение от электродвигателя. Бумага, пропущенная через канал, снимается со стержня, пропускается через охлаждающий валик и прикрепляется на вал намоточного механизма. Приемный механизм, наряду с наматыванием в рулоны пропитанной бумаги, позволяет также разрезать бумагу на листы. Он представляет собой шестигранный барабан, изготовленный из текстолитовых плит и приводимый во вращение через фрикционную передачу, обеспечивающую равномерное натяжение наматываемой бумаги. Периметр барабана равен ширине требуемого листа. Намотка бумаги на шестигранный барабан ведется до определенной толщины слоя. Затем бумагу срезают с барабана и одновременно разрезают на листы при помощи ножа, которым проводят вдоль одной из граней барабана. Нарезанные листы пропитанной высушенной бумаги подают к столу сборки пакетов, куда одновременно поступают подкладные листы и древесно-волокнистые плиты, обрезанные по формату. При сборке пакетов основой является древесно-волокнистая плита, на которую накладывают сверху один-два листа пропитанной бумаги и еще снизу один слой (для уменьшения коробления). Между двумя верхними листами отделочной бумаги можно прокладывать обои, древесный шпон, цветную бумагу и другие декоративные материалы. В качестве промежуточного слоя между декоративным материалом и древесноволокнистой плитой может быть использована пленка — бумага, пропитанная резольной смолой. Собранные таким образом «пакеты» со стола сборки транспортером подаются к гидравлическому подъемнику, а с него толкателем погружаются на плиты гидравлического пресса, нагретые до 130—135°. Время выдержки пакета в горячем прессе 20—30 минут, в зависимости от толщины пакета и числа отделочных слоев пленки. Удельное давление при прессовании 25—30 кг/см2. После прессования плиты выгружаются из пресса при помощи толкателя-экстрактора на гидравлический подъемник, а с него на рольганг, ведущий в цех форматной обрезки. После обрезки и отбраковки плиты поступают на склад готовой продукции. «Пульверизационный» метод отделки Отделка плит лакокрасочными материалами является новым вопросом, не освещенным в литературе. Для нанесения лаков и красок на различные поверхности отделываемых изделий существует несколько способов: а) кистевое намазывание; б) окунание и обливание; в) распыление; г) намазывание в барабанах; д) намазывание вальцами и е) окрашивание в электростатическом поле. Для отделки древесно-волокнистых плит наиболее подходящим является метод распыления, как наиболее, производительный и дающий наилучшие по качеству покрытия по сравнению с другими методами. Сущность этого метода заключается в том, что лакокрасочный материал, разбавленный до требуемой вязкости, распыляют при помощи специальных аппаратов в мельчайшие частицы и, сообщив им значительную скорость и определенное направление, наносят их на окрашиваемую поверхность. Благодаря равномерному и интенсивному распылению лаки и краски ложатся на поверхность тонким слоем, образуя равномерное покрытие. Окраска и лакировка древесно-волокнистых плит имеют некоторую специфику, состоящую в следующем. 1. Наличие пор у плит улучшает прилипание к ним лакокрасочных материалов. Однако пористость плит вызывает повышенный расход лаков и красок и затрудняет получение равномерных и сплошных покрытий. Следовательно, перед лакировкой древесно-волокнистых плит требуется подготовка их поверхности путем нанесения особых грунтовок или шпаклевок. 2. Сухие древесно-волокнистые плиты способны поглощать водяные пары из воздуха и впитывать воду при соприкосновении с ней. Это вызывает деформацию плит во всех направлениях, появление волокнистой структуры на поверхности пленки лака, разрывы пленки и ее отслаивание от плиты. 3. Не допускается сушка древесно-волокнистых плит при температуре свыше 170—180°. Общими требованиями к покрытиям являются: хорошая адгезия пленки с материалом, стойкость на истирание, твердость, эластичность. К древесно-волокнистым отделанным плитам могут быть предъявлены и специальные требования: водостойкости, стойкости к дезинфицирующим материалам, масло-бензостойко-сти и стойкости к горячей мыльной воде, применяемой для мытья стен. Поэтому лакокрасочное покрытие должно соответствовать целевому назначению плит и условиям их эксплуатации. Для получения цветных светлых и глубоких тонов при условии использования плит в обычных жилых помещениях могут быть применены нитроглифталевые эмали в количестве 115—120 г на Гм! поверхности плиты с предварительной ее грунтовкой нитро-грунтом на лаковой основе в количестве 25—-30 г на 1 м2 плиты (считая на сухую пленку). Покрытие получается блестящим, но не водостойким; для повышенной водостойкости (что требуется при использовании плит в санитарных узлах) требуется дополнительное покрытие плит лаком ХСЛ или УВ-1 с расходом лака 20 г на 1 м2 плиты (считая на сухую пленку). Для получения чисто белой матовой поверхности (плиты для отделки потолков и верхней части стен) можно использовать поливинилацетатную эмаль в количестве 200 г на 1 м2 с предварительной шпаклевкой поверхности нитрошпаклевкой АШ-30 в количестве 60—80 г на ‘ м2. Покрытия поливинилацетатной эмалью не водостойки. Для повышения водостойкости пленки требуется дополнительное покрытие поверхности лаком УВ-1 или ХСЛ с расходом 20 г на 1 м2 поверхности. В качестве грунта может быть использована кани-фольно-казеиновая грунтовка. Хороший внешний вид плитам придает белая мочевино-формальдегидная эмаль, наносимая на органическом растворителе. Технологическая схема отделки плит поливинилацетатной эмалью с дополнительной лакировкой водостойкими лаками приведена на рис. 85. Как видно из схемы, лакокрасочные материалы, || растворители и разбавители поступают в подготовительное отделение для разбавления до требуемой вязкости.
Рис. 3. Схема пульверизационного способа отделки плит
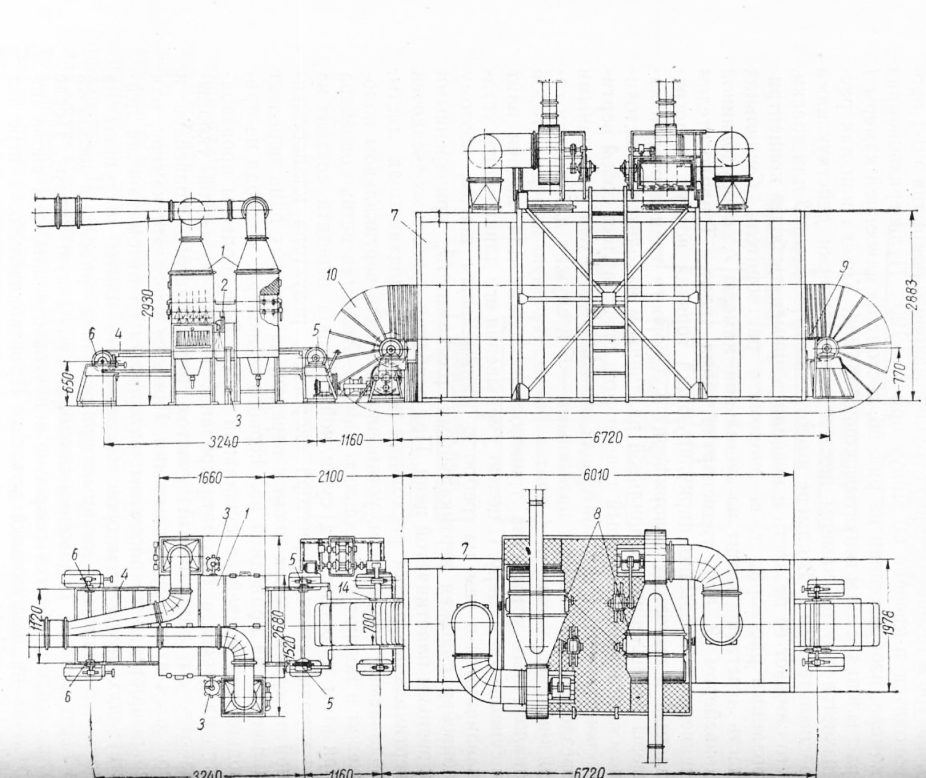
Разбавление производится в закрытых краскомешалках емкостью 50—500 л, снабженных пропеллерной мешалкой с нижним приводом. После достижения нужной вязкости мешалку останавливают, в бак подают сжатый воздух, который выдавливает лак через фильтр в бак-раздатчик. Из последнего при помощи циркуляционного насоса лак перекачивается к пульверизационным камерам, в которые по транспортеру подаются древесно-волокнистые плиты. Каждая плита сначала проходит через пульверизационную камеру, где покрывается нитрошпаклевкой, затем сушильную камеру, в которой подвергается сушке при t = 50—60° в течение 30 минут. Высушенная плита затем проходит через специальный шкуровочный станок для сглаживания неровностей. После шлифования плиты транспортируются во вторую пульверизационную камеру, где покрываются винилацетатной эмалью и поступают во вторую сушильную камеру, в которой эмаль высушивается при £ = 50—55° в течение 30 минут. Наконец, плиты поступают в третью пульверизационную камеру, где покрываются лаком ХСЛ, и в третью сушильную камеру, в которой высушиваются при комнатной температуре в течение 30 минут. Сушка лакового покрытия УВ-1 производится в течение 60 минут при t— 120°. Пульверизационная камера, изображенная на рис. 86, состоит из сдвоенной камеры распыления с пластинчатым конвейером. Краска или лак распыляется внутри камеры шестью автоматически действующими распылителями. В камере имеются подогреватели для краски, что снижает ее вязкость и позволяет применять более концентрированные растворы, т. е. Экономить растворитель. Сушильная часть агрегата состоит из сушильной камеры, оборудованной конвейером для транспортирования плит. Теплоносителем является непрерывно циркулирующий горячий воздух, подогреваемый в выносных калориферах. Скорости транспортеров камеры распыления и сушильной различны и находятся в постоянном соотношении. Первый транспортер представляет собой вертикальнозамкнутый двухниточный конвейер с двумя приводными звездочками и двумя натяжными — и служит для подачи горизонтально уложенных плит в распылительную камеру. Второй аналогичного устройства транспортер служит для подачи плит в сушильную камеру. С целью уменьшения его длины плиты устанавливаются в нем на ребро с минимальным шагом, поэтому конвейер снабжен вертикальными рамками, приваренными к звеньям пластинчатой цепи. При огибании приводных звездочек вертикальные рамки расходятся веером и, подхватывая листы, подаваемые конвейером, устанавливают их в вертикальном положении и подают в сушильную камеру. Холостая ветвь конвейера при этом проходит под сушилкой. Привод агрегата состоит из электродвигателя, вариатора скоростей, редуктора клиноремен-ной передачи и двух цепных передач, из которых одна передает Движение на приводной вал первого конвейера, а вторая на приводной вал конвейера сушильной части. Все процессы производства на агрегате автоматизированы. Плиты по одной укладываются на загрузочный участок пластинчатого конвейера и подаются в камеру распыления. Проходя через эту камеру, они покрываются лакокрасочным материалом из автоматически действующих пульверизаторов. Окрашенные плиты поступают на конвейер сушильной камеры и при огибании приводных звездочек в вертикальном положении проходят сушильную камеру. После этого, если требуется покрытие с другой стороны, они снова поступают на загрузочный участок. Производительность агрегата 800—1000 м2/час.
Рис. 4. Пульвериза-ционная камера:
1 — камера распыления; 2 — распылители; 3 — подогреватели краски; 4 — конвейер; 5 — при водные звездочки; 6 — натяжные звездочки; 7 — сушильная камера; 8 — калориферы; 9 — конвейер для транспортиро-рания плит; 10 — вертикальные рамки
Описанные способы дают возможность производить высококачественную отделку плит индустриальными методами. По качеству отделки на первом месте находится сухой способ, на втором пульверизационный, на третьем наливной. Сухой и пульвериза-ционный способы требуют постройки специальных отделочных цехов и более сложного и дорогостоящего оборудования по сравнению с наливным. Пульверизационный способ огнеопасен и вреден для здоровья рабочих. Сухой и пульверизационный способы, требующие сравнительно дефицитных и дорогостоящих реактивов и лакокрасочных материалов, могут найти применение для плит специальных типов (например, для плит заменителей кафеля, в мебельном производстве и т. п.). Реклама:Читать далее:Увлажнение древесно-волокнистых плитСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|