|
|
Категория:
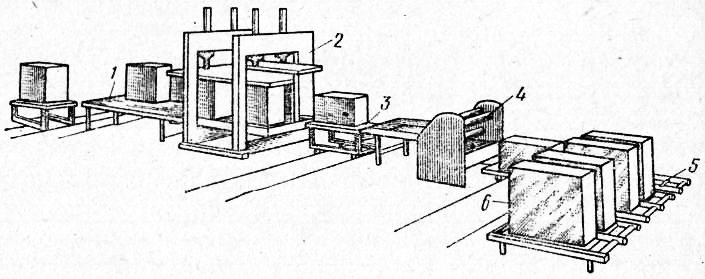
Технология отделки столярных изделий Далее: Техника безопасности, производственная санитария и противопожарные мероприятия в отделочных цехах Среди облицовочных и отделочных материалов одно из ведущих мест занимают декоративные бумажно-слоистые пластики. Они изготовляются на основе бумаги и искусственных термореактивных смол. Эти пластики могут быть в виде листов и рулонов. Листовые декоративные бумажно-слоистые пластики изготовляют следующих размеров: длина 1000—3000, ширина 600—1600, толщина 1,5—5,0 мм (ГОСТ 9590—61). Листовой пластик представляет собой пакет из нескольких листов бумаги, пропитанных смолами и спрессованных в прессе плоского прессования при температуре 120—140°С и давлении 70—150 кгс/см2. Наружные слои бумаги пропитывают мочевино-мела-мино-формальдегидной смолой, все остальные — феноло-формальдегидной. Для получения поверхности с высоким блеском на наружный декоративный лист бумаги при формировании пакета кладут слой бумаги массой 20—40 г/м2, пропитанный меламиновой смолой. Для верхних слоев пластика применяют бумагу из отбеленной сульфитной целлюлозы с нанесенным на нее рисунком или текстурой древесины. Для внутренних и нижних слоев применяют бумагу из сульфитной небеленой целлюлозы. Поверхность листов может быть глянцевой или матовой, одноцветной или многоцветной. Рулонный тонкий пластик изготовляют толщиной 0,4—0,6 мм. Так же как и листовой, он представляет материал, спрессованный из нескольких слоев пропитанной синтетическими смолами бумаги. Прессование рулонного пластика ведется непрерывным методом на специальной установке бара- банного типа с использованием обогреваемых каландров (вместо плит при плоском прессовании). Рулонный пластик также может иметь лицевую сторону глянцевую или матовую. При изготовлении этого пластика к мочевино-меламино-формальдегидным смолам для пропитки бумаги добавляют полиэфирные смолы или эти смолы наносят на поверхность наружного слоя бумаги. Если листовой пластик толщиной 1 — 1,5 мм в основном предназначен для облицовывания пластей щитовых деталей, то рулонный — для облицовывания и пластей и кромок. Для облицовывания кромок может также применяться листовой пластик толщиной 0,2—0,6 мм, разрезанный на узкие полосы. Декоративный бумажно-слоистый пластик отличается высокой светостойкостью, стойкостью к действию горячих моющих веществ, масел, бензина, слабых кислот и щелочей. Поэтому он широко применяется в авиационной и судостроительной промышленности, вагоностроении, при изготовлении кухонной, медицинской, лабораторной и детской мебели, в строительстве. Тонкий рулонный пластик —один из перспективных материалов для облицовывания кромок щитов в производстве мебели. Применение его позволяет заменить строганый шпон и ликвидировать трудоемкие процессы по отделке кромок (нанесение лака, его сушка, шлифование, полирование, глянцевание). Отделка древесных материалов декоративным бумажно-слоистым пластиком требует применения определенных клеев и технологических режимов. Это объясняется тем, что декоративный бумажно-слоистый пластик обладает большой жесткостью, имеет с древесными материалами различные модули упругости и по-разному реагирует на температурно-влажностные колебания. Эти факторы, а также усадка пластика и клеевого шва, старение клея обусловливают возникновение в облицованных пластиком материалах больших внутренних напряжений, которые вызывают коробление и его отслаивание от основного материала. Большое значение на качество материалов, оклеенных пластиком, оказывает выбор клея. Для получения высококачественного соединения древесного материала с декоративным бумажно-слоистым пластиком рекомендуется применять клеи, создающие эластичный клеевой шов. Приклеивают пластик горячим и холодным способами. Для приклеивания пластика горячим способом рекомендуются следующие клеи: на основе феноло-формаль-дегидных смол — С-45, СВФ, С-1, С-35, ВИАМ-Б, ФК-40, ЦНИИМОД-1; на основе мочевино-формальдегидных (карбамидных) смол —МФС-1, М-4, МФСМ, М-60, М-70, МФ, ММ-54У; каучуковые клеи — наиритовый клей 88Н, быстросхватывающийся наиритовый клей, КС-1; эпоксидные клеи — Э-40, ЭД-5, ЭД-6, клеи на их основе; поливинилацетатные — ВВ, СВ, НВ; клеи-расплавы. Для приклеивания пластика холодным способом применяют клеи холодного отверждения: КМФ, ВИАМ-Б-3, ЦНИИМОД-1, СВ, ВВ, МФ-17, МФ, М-60, М-70, ЭД-5, ЭД-6, 88-Н, КС-1, казеиновый, Ж-3 и др. Кроме этих применяют композиционные клеи, представляющие собой комбинацию термореактивных и термопластичных полимеров. За счет комбинации клеев достигается повышение эластичности клеевого шва. К композиционным клеям относятся составы на основе совмещения каучуков с термореактивными феноло-, мочевино- и м*еламино-фор-мальдегидными смолами. Перед наклеиванием тыльную сторону декоративного бумажно-слоистого пластика прошлифовывают. Благодаря шероховатости улучшается качество склеивания. Для приклеивания декоративного бумажно-слоистого пластика горячим способом используют одно-, двух-и многоэтажные гидравлические прессы с обогреваемыми плитами. Склеиваемые пакеты укладывают на плитах в один слой. Холодным способом пластик приклеивают в пневматических, гидравлических и механических прессах одно-или многосекционных, одноэтажных. Пакеты формируют в пачку-стопу, которую затем загружают в пресс. Пресс рамной конструкции, сваренный из швеллеров, имеет нижнюю плиту, на которую укладываются пачки деталей, собранные из щитов и пластика. Сверху имеются пневматические, гидравлические или механические приводы с верхними плитами для зажима пачки. Клей на щиты наносится вальцами, после чего из этих щитов и пластика на тележке формируется пакет. Пакет загружают в пресс, зажимают его и выдерживают. Готовые пакеты выгружают из пресса на роликовый конвейер. В зажатом состоянии пакеты выдерживают как в прессе, так и вне его. Тонкий декоративный бумажно-слоистый пластик или другой кромочный материал на кромки щитов приклеивают клеями-расплавами на специальных высокопроизводительных кромкооклеивающих станках непрерывного действия.
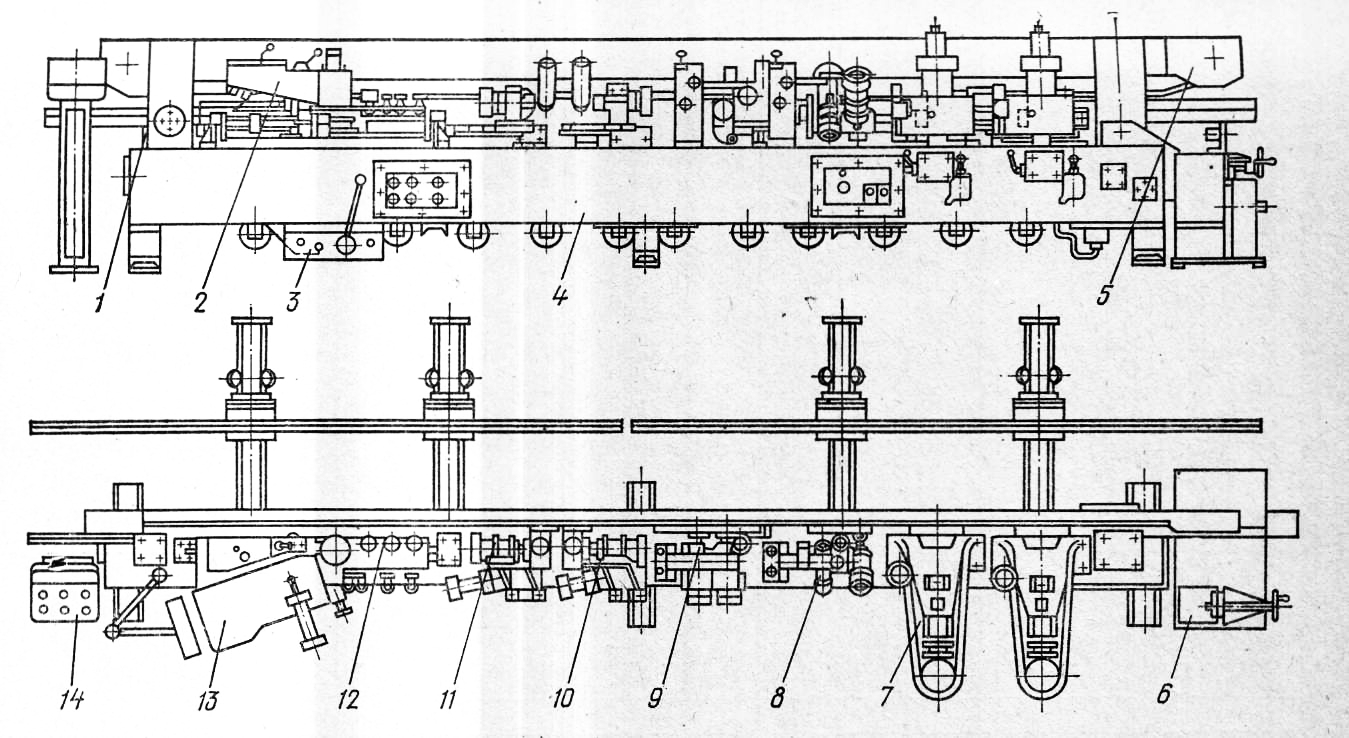
Рис. 1. Многоеекционный одноэтажный пресс: На рис. 2 показан односторонний кромкооклеиваю-щий станок МОК1, на котором оклеивают кромки щитов как рулонным, так и в виде полосок тонким пластиком, подаваемым из магазина. Устройство обеспечивает расплав клея при температуре 160—240 °С и нанесение его на кромку щита. Пластик подается сразу же к кромке щита и прикатывается к ней роликами. При дальнейшем движении головками снимаются свесы пластика по высоте и длине щита и фаски. Существуют станки аналогичного типа для одновременного приклеивания пластика на две параллельные кромки. Скорости подачи на этих станках — 3—36 м/мин.
Рис. 2. Односторонний кромкооклспвающий станок МОК1: Реклама:Читать далее:Техника безопасности, производственная санитария и противопожарные мероприятия в отделочных цехахСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|