|
|
Категория:
Медницко-жестяницкие работы Далее: Пайка горелками Пайка паяльником Паяльник является основным инструментом, применяемым при пайке. Назначение паяльника — расплавлять и наносить припой на спаиваемые поверхности, а также прогревать место спая. Паяльники периодического действия нагреваются пламенем паяльной лампы или на горне, а непрерывного действия — электрическим током или бензиновой горелкой. Паяльники периодического действия изготовляются из красной меди марки Ml, которая быстро нагревается, хорошо сохраняет тепло и легко передает это тепло припою и спаиваемому материалу. Паяльник состоит из медной головки, железного стержня и деревянной ручки. Головка имеет заостренную под углом 40—50° рабочую часть и плоскую тыльную. Поверхность головки должна быть чистой и гладкой, без раковин и трещин. Для лучшего распределения припоя рабочая часть облуживается. Вес паяльника зависит от его назначения. Обычно при работе употребляют паяльники весом от 250 г до 1 кг. Паяльники непрерывного действия в зависимости от источника нагрева подразделяются на бензиновые и электрические. Бензиновый паяльник состоит из двух частей: небольшой паяльной лампы и обычного паяльника, который можно передвигать, устанавливая на различном расстоянии от горелки. Для ремонтных работ такие паяльники очень удобны и практичны. Они быстро нагреваются и в отличие от электрических не требуют никакого дополнительного оборудования и электропроводки. Ими можно пользоваться как паяльной лампой, удалив медный паяльник. Электрический паяльник удобен там, где нельзя работать с открытым пламенем. Основными его недостатками являются наличие проводов для подвода электрического тока и малый запас тепла, которого хватает только для пайки деталей с небольшой массой. В качестве нагревательного элемента в паяльнике применяют спираль из проволоки высокого сопротивления, обычно из нихрома, У паяльников, работающих от сети напряжением 120 и 220 в, толщина проволоки мала, поэтому спирали часто перегорают. Для увеличения срока службы паяльников напряжение питающего электрического тока снижают с помощью трансформаторов до нескольких вольт (6—12 в), что позволяет применять для спиралей более толстую проволоку. При включении паяльника в сеть проверяют, на какое напряжение он рассчитан. Рабочее напряжение паяльника указывается на тыльной стороне. Рекомендации по выбору паяльников приведены в таблице 8. Для удобства пайки и получения качественных паяных соединений применяют специальные приспособления: паяльные зажимы, поддержки. Спаиваемые поверхности зачищают шаберами и напильниками. Припои и флюсы. При пайке паяльником применяют оловянно-свинцовые припои. Марка припоев расшифровывается следующим образом: буква П обозначает припой, ОС — оловянно-свинцовый, а цифра — процент олова в данном припое. Припой ПОС-90 применяется для пайки внутренних швов пищевой посуды. Припой ПОС-61, как наиболее легкоплавкий, употребляется когда соединяемые детали нельзя нагревать выше 200°. Припой ПОС-50 обладает повышенной текучестью и используется при пайке радиаторов и других ответственных деталей. Припои ПОС-40 и ПОС-30 применяются для пайки электро- и радиоаппаратуры и электромонтажных работ. Ими можно паять детали из оцинкованного железа и стали. Припой ПОС-18 служит для лужения деталей перед пайкой и для пайки деталей, которые не требуют повышенной прочности соединения. Для приготовления оловянно-свинцовых припоев определяют потребное количество олова и свинца по процентному содержанию их в припое Например, на 100 г припоя ПОС-40 берут 40 г олова, 58 г свинца и 2 г сурьмы. Свинец расплавляют в графитовом тигле и в него небольшими порциями добавляют олово, размешивая смесь железным прутком. Каждую следующую порцию олова подмешивают после полного расплавления предыдущей. Затем вводят в смесь сурьму. Расплавленный припой разливают в железные или чугунные сухие формы. Палочка припоя должна быть длиной 250—300 мм, шириной 10—15 мм и толщиной 3—5 мм. Паяльные флюсы используют для очистки поверхности деталей и припоя от окислов и загрязнений и улучшения смачиваемости расплавленным припоем соединяемых поверхностей. Паяльные флюсы должны обладать более низкой температурой плавления, чем применяемые припои. В качестве флюсов для пайки широко применяются хлористый цинк, нашатырь, канифоль. Хлористый цинк употребляется в порошке и в растворенном виде (в соотношении: 1 часть хлористого цинка и 3 части воды). После окончания пайки остатки флюса тщательно смывают теплой водой, чтобы избежать разъедания паяного шва. Для изделий, которые после пайки трудно промыть, не применяют хлористый цинк. При отсутствии готового хлористого цинка его легко приготовить, растворив металлический цинк в соляной кислоте. Для растворения цинка берут техническую соляную кислоту. Количество цинка зависит от крепости кислоты. Обычно на одну весовую часть металлического цинка нужно пять весовых частей крепкой (дымящей) кислоты, которую предварительно разбавляют равным по объему количеством воды. Цинк растворяют в фарфоровой или стеклянной посуде, металлическую посуду кислота быстро разъедает. Цинк следует брать в виде стружки или мелких кусочков. После прекращения выделения пузырьков газа, флюс готов. Такой раствор называют травленой кислотой. Если его выпарить, то на дне останется белый порошок — хлористый цинк. Нашатырь (хлористый аммоний) — распространенный флюс для пайки мягкими припоями, встречается в виде порошка и в кусках. Он легко растворяется в воде и хорошо растворяет жировые вещества — поэтому широко применяется при лужении. Нашатырем проводят химическую очистку паяльников. При нагревании нашатыря выделяются белые ядовитые пары. Канифоль применяют для пайки чистых и обезжиренных деталей из меди и латуни, особенно для пайки медных электропроводов. Расплавленная канифоль растворяет окись меди. Остатки флюса не оказывают никакого химического действия на паяный шов и поэтому могут не удаляться. Канифоль бывает в виде порошка, кусков или концентрированного раствора в спирте. Подготовка к пайке состоит из двух операций: подготовки паяльника и подготовки изделия. Подготовку паяльника начинают с зачистки его рабочей части драчевым напильником в тисках или на упоре. Рабочая часть паяльника должна иметь скругленную форму. Только при пайке очень тонких швов допускается заточка носка почти на острый угол. После опиловки паяльник нагревают с тыльной стороны в пламени паяльной лампы или на горне. При перегреве паяльник сильно окисляется и его трудно облудить припоем. Достаточно нагретый паяльник при прикосновении к припою расплавляет его. После нагревания очищают носок паяльника от окислов путем трения его о кусок нашатыря и облуживают припоем тонким и ровным слоем. Если припой ложится неравномерно, паяльник нагревают сильнее. Подготовку изделия проводят следующим образом: спаиваемые поверхности хорошо подгоняют друг к другу, тщательно очищают от грязи и жира и прочно скрепляют зажимами или другими приспособлениями, чтобы детали при нагреве и пайке не смещались одна относительно другой. Зазоры должны быть равны 0,1—0,15 мм, при зазоре большей величины уменьшается прочность соединения. При очень малых зазорах (меньше 0,05 мм) прочность снижается — припой не заполняет весь зазор. Лучшими соединениями являются нахлесточное и телескопическое. Стыковое соединение применяется только для обеспечения герметичности швов. Перед пайкой на соединяемые поверхности наносят кисточкой флюс. Подготовив паяльник и изделия, приступают к пайке: нагретым паяльником каплю припоя переносят на шов и медленно проводят паяльником по шву, чтобы весь шов успел прогреться. Плоскую грань наконечника паяльника прикладывают так, чтобы обеспечить наибольшую площадь соприкосновения с деталью. Припой должен ложиться тонким слоем без разрывов. Если припой не смачивает какое-либо место( не пристанет к металлу), то туда добавляют каплю флюса. Пайку лучше вести двумя паяльниками: пока работают одним паяльником, другой нагревается. После каждого нагревания паяльник зачищают о кусок нашатыря. При пайке массивного толстостенного изделия его предварительно нагревают в печи или паяльной лампой до температуры 120—150°, после чего запаивают и дают ему остыть. Сразу же после окончания пайки спаянное изделие нельзя передвигать или ударять, так как припой при затвердевании бывает очень хрупким. Спаянному шву надо дать спокойно остыть, затем удаляют остатки флюса теплой водой. Промывку не проводят, если в качестве флюса применялись вещества, не вызывающие коррозии мест пайки (канифоль, вазелин, воск). Инструмент и материалы, использованные при пайке, убирают на место, предварительно удалив с напильника окалину и грязь и охладив его на воздухе. При охлаждении паяльника в воде ухудшается теплопроводность меди, вследствие чего паяльник приходит в негодность. Для восстановления первоначальных свойств меди паяльник перековывают. Ниже приведены характерные дефекты пайки. Припайку наконечников к тросам осуществляют следующим образом: Для припайки кабельных наконечников нужно: Облудить провод и наконечник. Припаять наконечник к проводу припоем ПОС-40 или ПОС-30. В качестве флюса используют канифоль или раствор нашатыря в денатурированном спирте. Применять хлористый цинк запрещается. — Пайка есть процесс соединения металлических частей с помощью более легкоплавкого присадочного металла, называемого припоем. При пайке основной металл находится в твердом состоянии, а припой — в расплавленном. Соединение частей основного металла осуществляется вследствие взаимного растворения и диффузии припоя и основного металла в зоне шва.
Рис. 1. Схема электрошлаковой; сварки
Диффузия и растворение припоя и основного металла возможны лишь в том случае, если припой смачивает основной металл; свинец, например, не смачивает медь и не может служить для нее припоем. Для диффузии необходимо также, чтобы спаиваемые поверхности были свободны от грязи и окислов. Кроме того, в процессе пайки припой и основной металл должны быть защищены от окисления кислородом воздуха или пламени. Для удаления окислов и для защиты от окисления при пайке служат флюсы. Пайкой могут соединяться углеродистая и легированная стали всех марок, твердые сплавы, ковкие и серые чугуны, а также благородные, редкие и цветные металлы и их сплавы. Возможна также пайка разнородных металлов и сплавов (например, стали с твердым сплавом и др.). Преимущества пайки: простота выполнения операции, прочность и чистота соединения, отсутствие плавления основного металла, сохранение размеров и формы спаиваемых частей, возможность механизации и автоматизации процесса. Улучшение составов припоев и усовершенствование технологии пайки в последние годы дают возможность все шире внедрять пайку в производство автомобилей, велосипедов, деталей других машин, механизмов и приборов. Принято различать два вида пайки: пайку мягким припоем и пайку твердым припоем. Мягкие припои имеют невысокую механическую прочность (спч — 5—7 кг/мм2) и температуру плавления ниже 400°. Твердые припои имеют значительную прочность — до 50 кг/мм2 и температуру плавления выше 550°. — Пайка, так же как и сварка, относится к способам образования неразъемных соединений. Принципиальное ее отличие от сварки состоит в том, что материал соединяемых деталей не плавится, а соединение осуществляется с помощью более легкоплавкого металла, называемого припоем. Жидкий припой смачивает соединяемые поверхности, частично диффундирует в них и при остывании прочно их соединяет. Различают пайку твердыми и мягкими припоями.
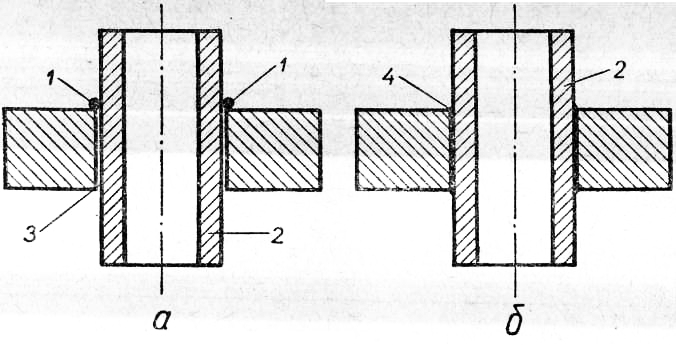
Рис. 1. Схема пайки твердым припоем: Твердые припои — медно-цинковые и серебряные — плавятся при температуре 720—860° и дают высокую прочность, которая достигает 40—50 кг/мм2. Папку твердым припоем производят в следующем порядке: части, подлежащие соединению, подгоняют друг к другу с таким расчетом, чтобы зазор между ними не превышал 0,2— 0,3 мм, так как при большем зазоре прочность соединения уменьшается. Затем эти части обезжиривают горячим раствором щелочи и, подложив в месте соединения пластинку или пруток припоя, скрепляют железной проволокой. Место спая посыпают бурой или борной кислотой, которые предохраняют спаиваемые поверхности от окисления и называются флюсами.4 Затем в пламени паяльной лампы, газовой горелки, в камерной или муфельной печи, в горне, а иногда даже токами высокой частоты детали нагревают до расплавления припоя. Жидкий припой благодаря поверхностному натяжению проникает в зазоры в месте спайки и после остывания дает прочное соединение деталей. На рисунке 38 показаны детали, подготовленные к пайке (а) и после нее (б). В настоящее время применяется пайка стальных изделий в электрических печах с защитной газовой атмосферой (водород, аммиак), благодаря которой изделие не окисляется и остается светлым.. Мягкие припои легкоплавки (t° пл. = 200—300°С). При сравнительно низкой прочности (4—8 кГ/мм2) они позволяют получать герметичные, непроницаемые для жидкостей и газов швы и обеспечивают надежность электрического контакта. Их широко применяют в электро- и радиотехнике. В качестве мягких припоев широко применяется олово и оловянно-свинцовые сплавы. Так называемый «третник» состоит из сплава 1 части олова и 2 частей свинца. Пайка мягкими припоями несложна и доступна каждому, если имеются следующие материалы и инструменты: Паяльник нагревают до температуры 300—400°С и очищают от окислов, потерев его о кусок нашатыря. Если паяльник нагрет достаточно, от куска нашатыря идет белый дымок, а медь паяльника в этом месте становится чистой. Паяльником касаются припоя, и несколько капель расплавленного металла прилипают к его очищенному концу. Детали из меди, латуни и белой жести очищают от грязи и жира, смазывают раствором хлористого цинка и нагревают паяльником, пока припой не потечет по их поверхности. Тогда паяльник удаляют и, удерживая вместе спаиваемые детали, ждут, когда поверхность расплавленного припоя помутнеет. Это означает затвердение припоя и прочное соединение деталей. Детали из стали следует предварительно залуживать, т. е. покрывать в местах соединения тонким слоем припоя или^олова. Для этого их тщательно очищают от ржавчины, смазывают хлористым цинком и нагревают паяльником, двигав его по поверхности деталей, пока припой не прилипнет по всей поверхности шва. Тогда детали соединяют и снова прогревают паяльником до расплавления припоя. Для пайки медных проводов вместо хлористого цинка часто употребляют канифоль. Массивные детали, которые не удается прогреть паяльником до температуры плавления припоя, следует нагревать предварительно. Реклама:Читать далее:Пайка горелкамиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|