|
|
Категория:
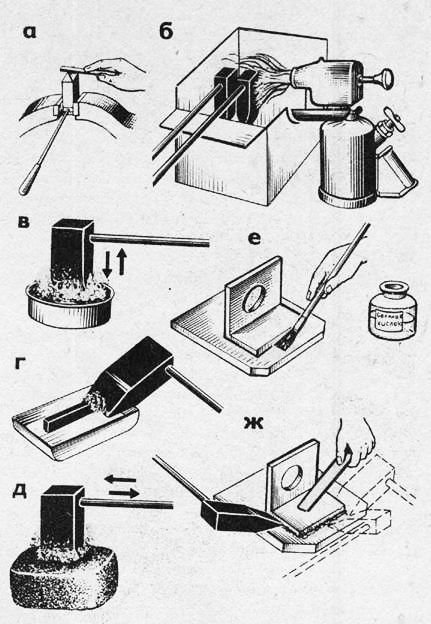
Пайка Далее: Пайка с помощью паяльника Пайка мягкими припоями делится на кислотную и бескислотную. При кислотной пайке в качества флюса употребляют хлористый цинк или техническую соляную кислоту, при бескислотной пайке — флюсы, не содержащие кислот: канифоль, терпентин, стеарин, паяльную пасту и др. Бескислотной пайкой получают чистый шов; после кислотной пайки не исключена возможность появления коррозии. Пайка мягкими припоями включает подготовку изделий к пайке, подготовку паяльника, расплавление припоя, охлаждение и очистку шва. Подготовив изделий к пайке. Прочное паяное соединение может быть получено только в том случае, если место пайки предварительно очищено от грязи, жиров, продуктов коррозии и окисных пленок, которые сильно мешают растеканию припоя и его проникновению в шов. Поверхность изделий перед пайкой зачищают, обезжиривают, травят, промывают, сушат и собирают. Механическую очистку поверхности изделий от окислов, ржавчины и окалины выполняют наждачной бумагой, напильниками, металлическими щетками, шлифовальными кругами, стальной или чугунной дробью. Химическое обезжиривание в щелочных ваннах является наиболее простым и эффективным способом; заключается оно в обработке изделий в тонко размолотой венской извести, разведенной водой до кашицеобразного состояния, которую кистью наносят на изделие, тщательно протирают и смывают водой. Обезжиривание в органических растворителях применяют для удаления толстого слоя масла с изделий со сложными поверхностями, с внутренними полостями и глубокими отверстиями. Для этого применяют ацетон, бензол, скипидар, бензин, метиловый, этиловый спирт и др. Химическое травление применяют в тех случаях, когда имеющиеся на поверхности изделия пленки окислов и других соединений обезжириванием не удаляются и препятствуют образованию прочного соединения припоя с паяемым металлом. Травление осуществляют погружением изделий в растворы серной, соляной, фосфорной и других кислот. Очистка с помощью ультразвука резко сокращает процесс очистки деталей от жировых загрязнений. Этот способ применяют в случаях, когда другие способы не обеспечивают нужную чистоту поверхности. В ультразвуковых ваннах в качестве очищающей среды используют органические растворители, щелочные растворы, горячую воду, мыльный раствор и др. Подготовка паяльника заключается прежде всего в заправке его под углом 30 — 40° и очищении от следов окалины. Затем обушок паяльника нагревают, следя, чтобы его рабочая часть находилась в некоптящей зоне пламени и нагрев осуществлялся до определенных температур: до 250 —300 °С при пайке мелких деталей и до температуры 340 —400 °С при пайке крупных. Следят, чтобы паяльник не перегрелся. Перегрев паяльника выше 500 °С повышает окалинообразование и затрудняет лужение наконечника. Если паяльник недостаточно нагрет, то припой на спаиваемых поверхностях быстро остывает и превращается в кашеобразную массу. Такая пайка очень непрочна. Признаком перегрева является появление зеленоватого пламени и быстрое сгорание канифоли с выделением дыма вместо ее плавления. О нормальном нагреве паяльника судят по легкому покраснению обушка. При перегреве паяльник снимают с огня, дают ему немного остыть, зажимают в тисках и опиливают плоским напильником рабочий конец дочиста с обеих сторон и снимают с ребер заусенцы. Во время длительной пайки периодически очищают рабочую часть паяльника от окалины стальной щеткой и напильником. Нагретый паяльник быстро снимают с огня, очищают от окалины погружением в хлористый цинк, затем набирают с прутка 1—2 капли припоя и двигают паяльником по куску нашатыря, пока конец паяльника не покроется ровным слоем припоя. Затем протравливают места пайки. Паяльник накладывают на место спая, немного придерживая его на одном месте для прогрева детали, затем медленно и равномерно перемещают по месту спая. При этом расплавленный припой стекает с паяльника и заполняет зазоры шва (0,05-0,15 мм).
Рис. 1. Пайка мягкими припоями:
а — заправка паяльника, б — нагрев обушка, в — очистка от окалины хлористым цинком, г — захват расплавленного припоя, д — облуживание на кусковом нашатыре, е — протравливание места паяния (нанесение флюса), ж — нанесение припоя (заполнение зазора)
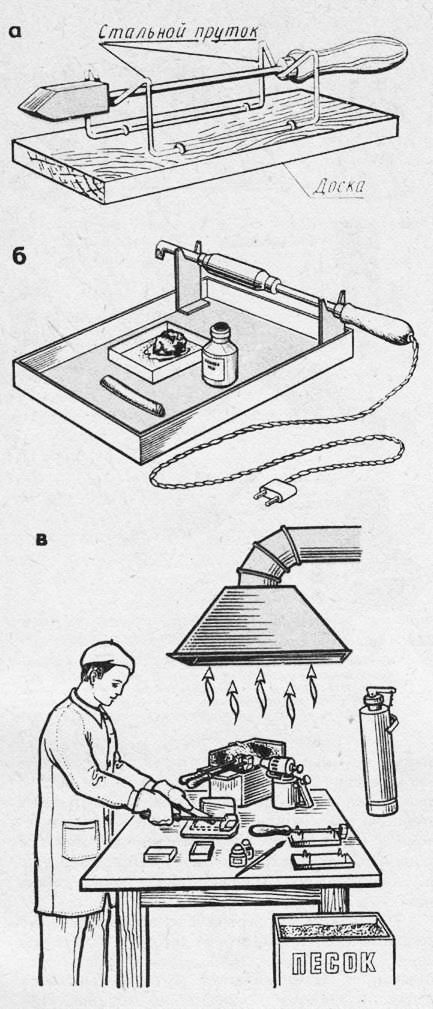
Для предохранения соседних со швом участков детали от нагрева их покрывают мокрыми тряпками или погружают в воду. После охлаждения паяный шов очищают, промывают, протирают сухой ветошью. Нагретый паяльник нельзя класть на стол или верстак: он быстро отдаст тепло и загрязнится. Паяльник кладут на подставку (рис. 2, а). Рабочее место паяльщика показано на рис. 2, б, в.
Рис. 2. Паяльник на подставке (а), рабочее место паяльщика (б, в)
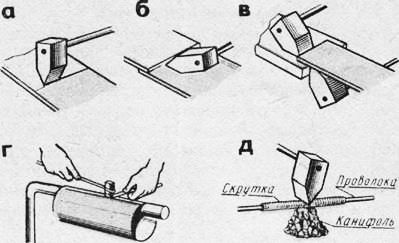
Рис. 3. Приемы пайки:
а — стыкового шва, б — нахлесточного шва, в — тонкой пластины с толстым нахлесточным швом, г — трубы
При массовом изготовлении деталей пайку осуществляют погружением в ванну с расплавленным припоем. Прием пайки встык показан на рис. 3, а, внахлестку — на рис. 3, б, тонкой пластины с толстой внахлестку — на рис. 3, в, внутренних швов труб — на рис. 361, г и толстых проводов — на рис. 3, д. Особенности пайки сосудов для хранения горючих жидкостей. Пайка сосудов (бочек, бидонов) для горючих жидкостей или газов во избежание взрыва требует особых мер предосторожности. Прежде всего сосуды тщательно промывают. Перед пайкой их доверху наполняют водой и выдерживают некоторое время, чтобы пары остатков горючего вытеснились полностью. Слив воду, приступают к пайке. Перед пайкой можно также бак пропарить или промыть горячей водой до исчезновения запаха горючего (лучше промыть 6%-ным раствором каустической соды). Непромытый сосуд к рабочему месту подносить нельзя, так как при работающей паяльной лампе малейшая неосторожность может повлечь за собой взрыв сосуда. Когда пайка закончена и изделие полностью охладилось, со шва снимают излишек припоя, изделие промывают и высушивают в сушилке сухими опилками или сжатым воздухом. Пайку труб выполняют в следующем порядке: очищают напильником или шабером место пайки, наносят кисточкой флюс на место спая, прикладывают нагретый и облуженный паяльник и пруток припоя к месту спая, расплавляют припой, равномерно и медленно непрерывно перемещают паяльник по линии шва, давая припою заполнить шов. После окончания пайки и полного остывания трубы удаляют флюс, промывают трубу с теплой воде. Особенности пайки некоторых металлов и сплавов. Низкоуглеродистые стали хорошо подвергаются пайке как мягкими, так и твердыми припоями. В качестве мягких припоев применяют оловянно-свинцовые припои, а в качестве флюса — хлористый цинк или канифоль. Высокоуглеродистые и инструментальные стали можно паять медно-цинковыми и серебряными припоями. Пайку чугунных деталей выполняют латунными и серебряными припоями. Перед пайкой детали очищают от окислов, масла и обрабатываемую поверхность зачищают механическим способом. Затем в месте спая кислородно-ацетиленовым пламенем с избытком кислорода выжигают свободный графит, детали прогревают и очищают от окислов и покрывают бурой. Нагревание можно производить паяльной лампой, не допуская нагрева детали выше 900 °С. После окончания пайки чугунные детали отжигают: нагревают до температуры 700 —750 °С, выдерживают при этой температуре в течение 20 — 25 мин, затем охлаждают на воздухе. Доброкачественный шов получается в том случае, когда поверхности спаиваемых деталей до пайки, покрывают медью. П айка нержавеющих сталей сопряжена с некоторыми трудностями, так как вследствие химического воздействия кислорода на легирующие элементы при нагреве происходит окисление поверхности стали. В целях удаления окислов и дальнейшего предупреждения их образования применяют различные флюсы (например, буру). Нержавеющие стали паяют припоем ПСр45. Медь и ее сплавы, хорошо паяются всеми способами. Пайка алюминия является весьма трудной операцией. Это связано с тем, что алюминий очень быстро окисляется на воздухе, покрываясь очень тонкой пленкой окиси, которая трудно поддается пайке. Окисную пленку удаляют в процессе пайки механическим, химическим или ультразвуковым способом. Перед пайкой поверхность изделия обезжиривают в бензине или горячем 10% -ном растворе каустической соды и протравливают в растворе кйслоты или зачищают. При механическом способе удаления окислов место шва нагревают до температуры плавления припоя, наносят расплавленный припой (цинк, олово или их сплавы) и шабером, щеткой под слоем припоя разрушают окисную пленку. Припой смачивает поверхность алюминия и образует после охлаждения шов. Лучшие результаты пайки алюминия дает применение ультразвуковых паяльников, которые создают в расплавленном припое колебания ультразвуковой частоты (от 20 кГц до 1 ГГц), частички припоя увлекаются, ударяют о поверхность алюминии и разрушают окисную пленку. Для ультразвуковой пайки применяют припой на цинковой или оловянной основе с добавлением кадмия и алюминия. При химическом способе окисная пленка разрушается активными флюсами. В качестве флюса применяют смесь из 10% фтористого натрия, 8% хлористого цинка, 32% хлористого лития и 50% хлористого калия. Место пайки и пруток припоя подогревают до температуры 300 — 400 °С. Припой погружают в порошкообразный флюс, а место пайки дополнительно подогревают до температуры несколько большей температуры плавления припоя. Проводя припоем с нажимом и быстро по подогреваемому шву, флюсом удаляют окисную пленку. Припой плавится и заполняет шов. Для удаления остатков флюса изделие после пайки промывают. —- Мягкими припоями называются легкоплавкие припои с температурой плавления ниже 400 °С. Эти припои имеют малую механическую прочность: предел прочности при растяжении обычно не превышает 5—7 кГ/мм2. Пайку мягкими припоями можно применять почти для всех металлов в разнообразных сочетаниях, в том числе и для таких легкоплавких, как цинк, свинец, олово и их сплавы. Наиболее употребительные мягкие припои обычно содержат значительное количество олова. Мягкие припои изготовляют в виде прутков, болванок, проволоки (обычно диаметром 3 мм), трубок, набитых флюсом (вес флюса составляет около 5% веса припоя), порошка и пасты из порошка припоя с флюсом. Поверхности спая должны быть хорошо очищены механическими и химическими средствами или предварительно облужены. Флюсы при пайке мягкими припоями, как правило, необходимы. Для флюсов применяются сравнительно слабо действующие на металл органические вещества или неорганические соединения, действующие сильнее и разъедающие металл. К первой группе веществ можно отнести канифоль, хорошо очищающую медь и латунь от окислов, и стеарин, особенно подходящий для пайки свинца и свинцовых сплавов. Мягкая пайка производится паяльниками и газовыми горелками, погружением в ванны и т. д. Наиболее распространена пайка паяльниками. Рабочую часть паяльника изготовляют из меди; форма паяльника должна соответствовать форме соединения, а вес — размерам изделия и толщине металла, чтобы паяльник мог, не охлаждаясь значительно, нагреть кромки до необходимой температуры. Нагреваются паяльники на горнах, паяльных лампах и газовых горелках. Для непрерывной работы к паяльникам могут быть пристроены бензиновые или газовые горелки. Наиболее удобны в работе распространенные на производстве паяльники с электрическим нагревом, которые обеспечивают наивысшую производительность и наилучшие условия труда. Горелки для мягкой пайки работают на дешевых промышленных или природ-’ ных горючих газах, сжигаемых с воздухом. Распространенным способом пайки является погружение деталей в металлические ванны с расплавленным припоем. Удобны котелки для расплавленного припоя с электрическим нагревом. Иногда, например для свинцовых труб и кабельных оболочек, производится пайка растиранием. Место пайки обливают расплавленным припоем и формуют в полурасплавленном состоянии растиранием ветошью или паклей. При мягкой пайке алюминия растирание в несколько иной форме применяется для разрушения пленки окиси алюминия, которую не могут растворить флюсы при низких температурах мягкой пайки. На нагретое до температуры пайки место наносят припой и растирают проволочной щеткой или скребком до облуживания поверхности, после чего добавляют необходимое количество припоя (технически чистый цинк или различные легкоплавкие сплавы цинка, олова, иногда с добавкой алюминия). Прочность мягких припоев незначительна, поэтому соединения, подвергающиеся значительной нагрузке, рекомендуется до пайки прочно скреплять точечной сваркой, заклепками, развальцовкой, фальцовкой, шпильками и т. д., припой в этом случае служит преимущественно для уплотнения шва и придания ему герметичности. — Пайка как метод соединения металлов, является одним из самых распространенных и в то же время мало изученных производственных процессов. Сведения по пайке большей частью отрывочны, необъективны и часто вводят в заблуждение. В настоящем руководстве Комитет пайки при Американском обществе сварщиков обобщил имеющиеся данные по мягкой пайке, стараясь дать их в ясной и сжатой форме. Согласно определению Американского общества сварщиков, пайка представляет собой процесс соединения металлов нагревом с использованием присадочного металла (обычно цветного), температура плавления которого ниже, чем основного металла. Присадочный материал распределяется в зазоре между соответствующим образом подогнанными деталями noft действием капиллярных сил. По температурному признаку пайку принято подразделять на мягкую (ниже 427 °С) и твердую (свыше 427 °С). Твердая пайка была подробно рассмотрена в.«Руководстве по твердой пайке», выпущенном Американским обществом сварщиков Материал в данном руководстве изложен в порядке, который, по мнению составителей, является наиболее удобным для понимания основных положений технологического процесса. Специалист в области пайки для получения ответов на интересующие его вопросы может обратиться к разделам о пайке соответствующих металлов и в случае необходимости может возвратиться к основным принцип&м пайки. Выбор флюса, припоя и способа нагрева в значительной степени определяется свойствами металлов, подлежащих пайке. Паяемый металл обычно выбирают исходя из специальных требований: электропроводности, веса, коррозионной стойкости и т. д. Возможность легкой пайки металла, сплава или металла с каким-либо покрытием часто определяется активностью флюса, который может быть применен. Если металл паяется трудно, то следует применить более активный флюс или прибегнуть к специальным флюсам и припоям. Некоторые металлы настолько трудно паяются с применением любых флюсов, что целесообразно применить какой-нибудь другой способ соединения. Приведенная ниже таблица дает представление о возможностях пайки металлов, сплавов и металлов с покрытиями с применением различных флюсов. Большинство металлов паяется без затруднения, если технология правильна. Выбор припоя, флюса, способов очистки и нагрева определяется условиями работы изделия. Более полно технологический процесс пайки рассматривается в главах, посвященных соединению отдельных металлов. Для того чтобы при использовании процессов, описанных в данном руководстве, получить качественное соединение, необходимо выполнять следующие требования. Пайка мягкими припоями — очень древний способ соединения металлов, но наряду с ними в последние годы в промышленности внедрены новые методы пайки, вследствие широкого распространения узлов из мелких деталей и возросших требований к их надежности. В этой книге составители стремились дать самые последние и точные сведения, но вполне понятно, что для специалиста какой-либо узкой области руководство может служить только в качестве отправной точки для решения стоящих перед ним задач. Можно надеяться, что пользование данным руководством предупредит ненужные опыты и дорогостоящие ошибки. — Мягкие припои применяют в основном для пайки изделий, неиспытывающих больших механических перегрузок и воздействия высоких температур. Предел прочности паяных соединений, выполненных мягкими припоями, не превышает 7 кгс/мм2. К мягким припоям относят сплавы на основе олова и свинца и имеющие низкую температуру плавления (ниже 400—450 °С). Для получения доброкачественного соединения при пайке мягкими припоями необходимо строго выполнить следующие операции: Пайку мягкими припоями осуществляют различными способами: паяльником, паяльной лампой или горелкой, погружением деталей в ванну с расплавленным припоем. Реклама:Читать далее:Пайка с помощью паяльникаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|