|
|
Категория:
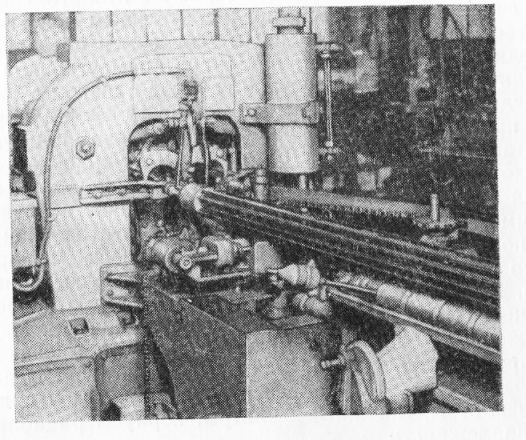
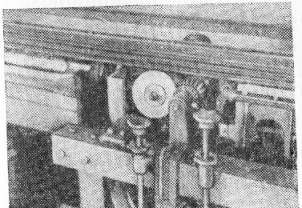
Пайка Белая жесть выпускается в виде листов или полос из мягкой, малоуглеродистой стали, облуженной чистым оловом. Оловянное покрытие, наносимое путем горячего погружения или гальваническим способом хорошо сцепляется с основным металлом и делает его легко паяемым с применением некоррозионных флюсов. Белая жесть, получаемая способом горячего погружения, выпускается в виде листов с толщиной покрытия от 0,0015 до 0,02 мм. Гальваническая белая жесть выпускается в виде больших рулонов, которые часто режут на полосы одинаковой длины. Гальваническое покрытие имеет матовую или тусклую поверхность; его поверхность осветляют путем расплавления. Осветленная белая жесть хорошо сохраняется и обладает хорошими паяльными свойствами. Гальваническим способом можно наносить оловянные покрытия различной толщины, от 0,0003 до 0,0015 мм с каждой стороны листа. Этим же способом можно выпускать листы белой жести с различной толщиной покрытия каждой из сторон. Пайка Детали, изготовленные из белой жести, с любой толщиной покрытия пригодны для пайки с применением некоррозионных флюсов. Чем толще покрытие, тем легче паять деталь. Поэтому белая жесть, полученная методом горячего погружения, применяется для всех изделий, кроме консервных банок. Так как припой растекается легко, нет необходимости в сильном нагреве; слишком сильное газовое пламя может разрушить покрытие и ухудшить паяемость. Для пайки белой жести применяются оловянносвинцовые припои. Консервные банки запаиваются припоями, содержащими 2% олова и 98% свинца или 30% олова и 70% свинца. Если это необходимо для изготовления деталей из белой жести, применяют припои, содержащие 40, 50 и 60% олова, вследствие простоты применения, низкой температуры плавления и хорошей капиллярности. Белая жесть не требует специальной подготовки поверхности под пайку, если не считать удаления таких поверхностных загрязнений как масло, жир и атмосферные загрязнения. Для пайки белой жести применим любой из описанных в гл. 6 способов нагрева. Наиболее распространены пайка паяльником, индукционным нагревом и газовым пламенем. Применяемые при пайке канифолевые флюсы обеспечивают достаточную защиту металла и припоя. Если возникает необходимость в высокой производительности, можно также применять активированные канифолевые флюсы. Для получения максимальной прочности соединений следует пользоваться рекомендациями по конструированию соединений из тонкого листового материала. Наиболее надежными являются соединения нахлесточного типа, особенно соединения в замок. Для пайки изделий из белой жести достаточен зазор в 0,025 мм, но допустимы и несколько большие зазоры. Области применения Современное оборудование консервной промышленности позволяет выпускать в минуту до 500 банок из белой жести. Жесть поступает в машину (рис. 11.1), где она сворачивается в цилиндр с замковым швом. Шов покрывается флюсом, и затем корпус консервной банки перемещается по направляющим. Здесь на шов наносится припой с помощью вращающегося стального ролика, погруженного в ванну с расплавленным припоем. Излишки припоя удаляются матерчатым полировальным кругом, показанным на рис. 2. Днище консервной банки закатывается на специальном станке с предварительной установкой резиновой прокладки для уплотнения. Банки для сгущенного молока изготавливаются аналогично, за исключением того, что оба днища соединяются с корпусом консервной банки с помощью пайки в процессе того, как она катится вдоль ролика, вращающегося в расплавленном припое. Небольшое отверстие в банке позволяет провести заполнение консервной банки. После заполнения отверстие запаивается каплей припоя. Другим примером пайки изделий из белой жести является изготовление корпуса газового счетчика. На сборочной линии применяются различные методы нагрева. Корпус счетчика состоит из двух боковых отбортованных секций и крышки.
Рис. 1. Машина для изготовления корпусов консервных банок. Виден вращающийся вал для нанесения припоя.
Рис. 2. Матерчатый полировальный круг для снятия излишков припоя.
Рис. 3. Пайка корпуса газового счетчика из облуженной стали.
Механизм счетчика устанавливается на раму с отбортовкой в 12,5 мм. Корпус счетчика собирают с предварительным покрытием поверхности отбортовки некоррозионным флюсом и последующим плотным соединением трех кромок. Вокруг прямоугольной отбортовки производится прихватка точечной сваркой с шагом в 75 мм. Запаивают соединение погружением кромок на 15 сек в ванну с расплавленным припоем из 50% свинца и 50% олова при температуре 290°. Устанавливают на место крышку и припаивают отбортовки при прохождении счетчика через ряд газопламенных горелок, применяя припой в виде проволоки. Небольшие исправления, если необходимо, производят паяльником. При изготовлении изделий из сталей, покрытых оловом, применяются флюсы некоррозионного типа. Это исключает воздействие остатков флюсов на механизм счетчика. При этом легко обеспечивается герметичность паяного соединения и получение хорошей основы под окраску. Облуженные стали применяются также во многих других отраслях промышленности. Из них изготовляют трубы для подвода сухого воздуха, корпуса конденсаторов, каркасы усилителей, воздушные фильтры, масляные фильтры, корпусы радиоламп, кухонные принадлежности. Реклама:Читать далее:Пайка жести, облуженной оловянносвинцовым сплавомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|