|
|
Категория:
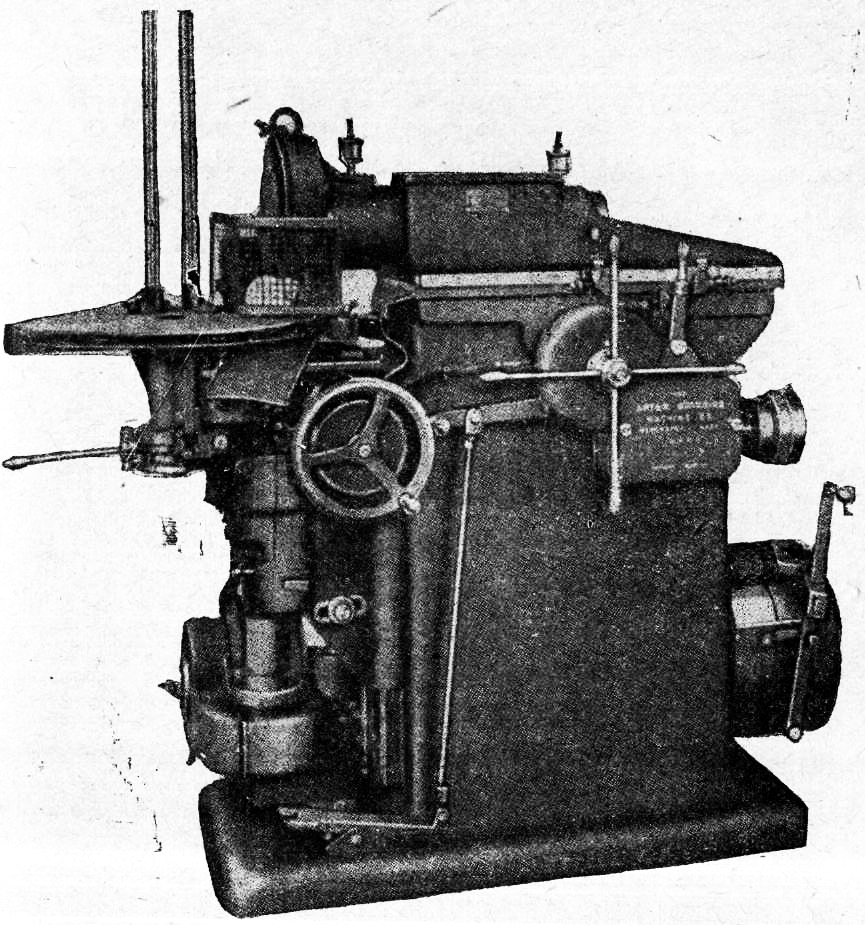
Проектирования технологических процессов Плоское шлифование в массовом производстве играет довольно большую роль, главным образом, по линии использования специализированных станков и станков высокой производительности. Плоское шлифование. Станки, работающие чашечным кругом. Следует отметить, что современные плоскошлифовальные станки чашечным или кольцевым кругом (типа Blanchard и др.) для деталей (небольшой высоты), ограниченных двумя параллельными плоскостями, дают часто вполне целесообразный метод работы даже при массовом производстве. Однако при достаточных размерах массового производства более экономичным будет применение станков специализированных.
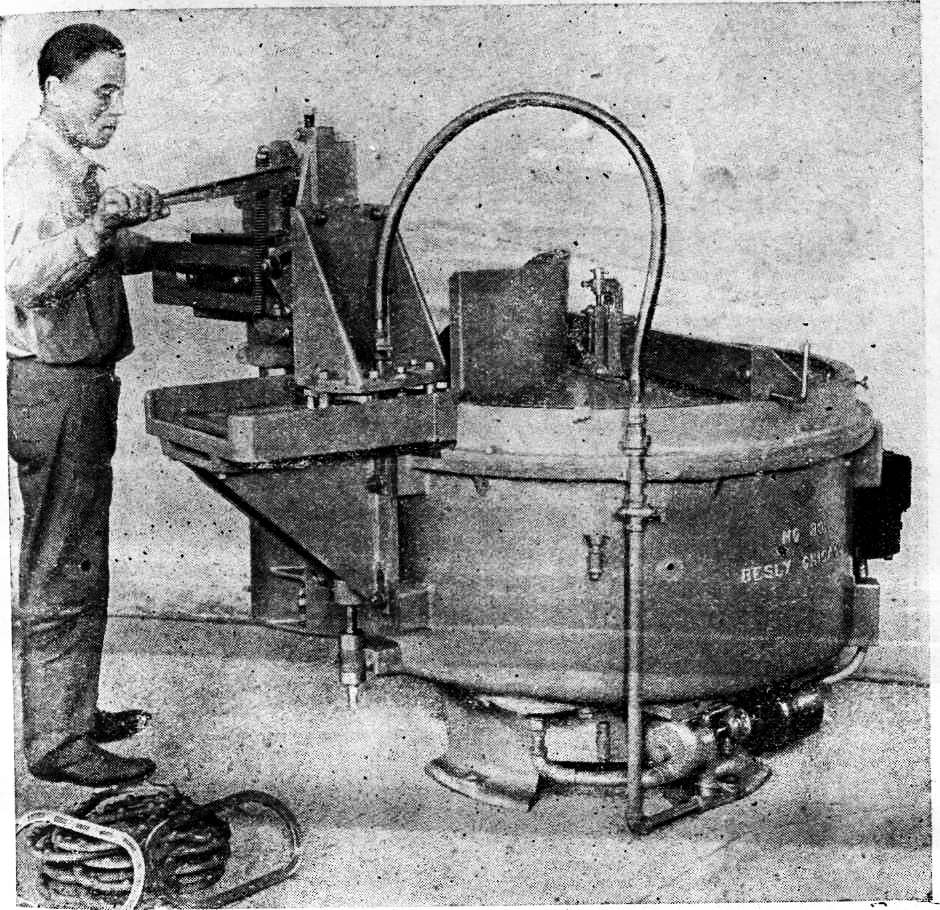
Рис. 1. Станок для плоской шлифовки фирмы Besly. Деталей значительного размера на высокопроизводительном станке фирмы Besly Chicago. Шлифовальный чашечной формы круг больших размеров (около метра в диаметре) на вертикальной оси помещен в массивном кожухе; при помощи поворотного зажима, заменяющего собою стол станка и действующего от ручного рычага, деталь подается на круг. Шлифовка ведется при обильном охлаждении водой.
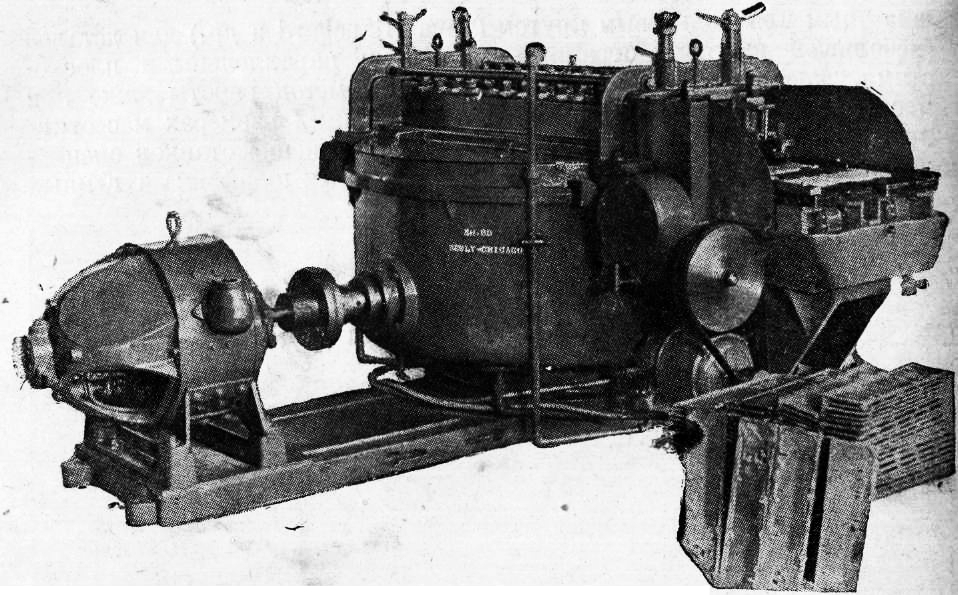
Рис. 2. Станок для плоской шлифовки фирмы Besly.
Рис. 3. Плоско-шлифовальный станок фирмы Osterholm.
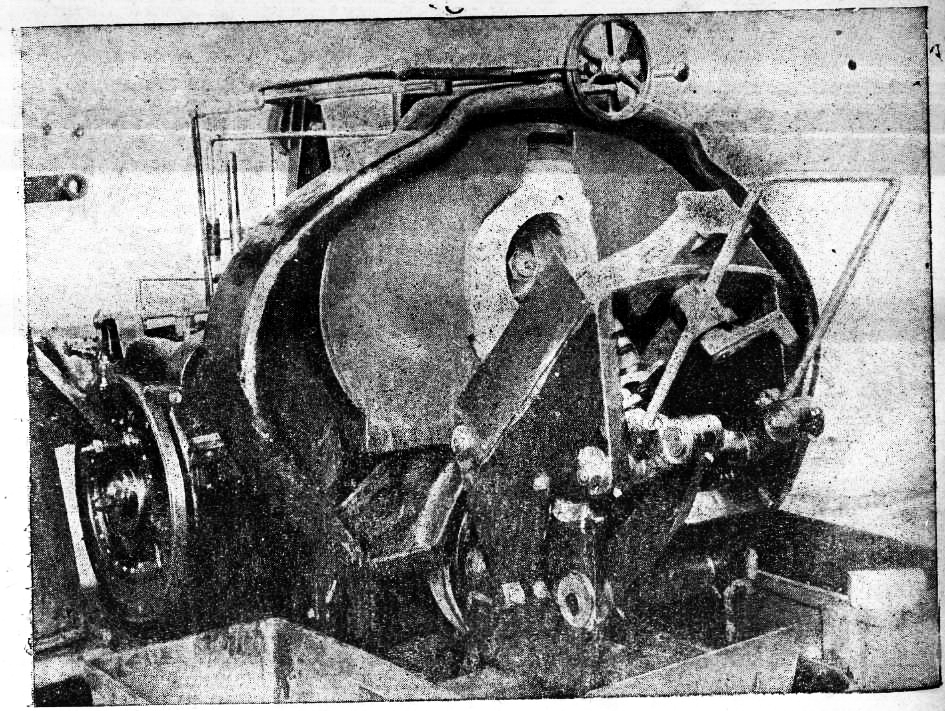
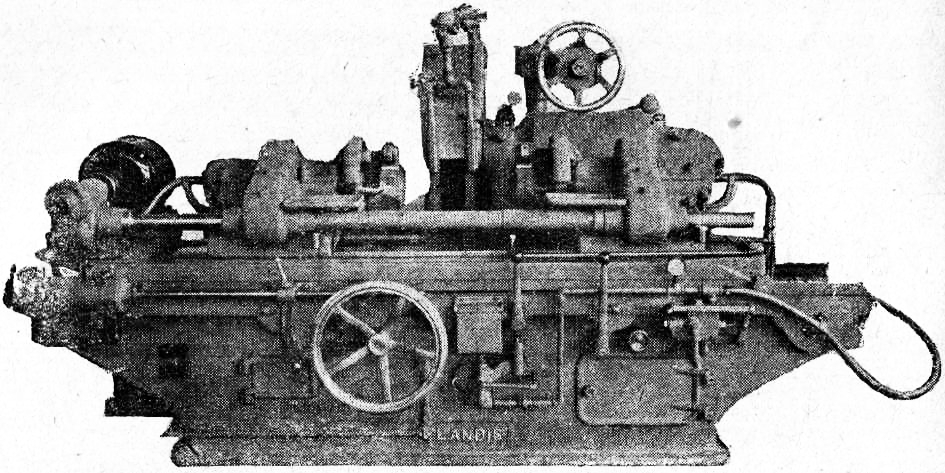
Рис. 4. На рис. 3 изображен плоскошлифовальный станок фирмы Osterholm. Сo для тяжелой детали (картер маховика мотора — шлифовка фланца). Деталь зажимается в специальном откидном приспособлении и во время шлифовки имеет автоматическое качательное движение, проводя, таким образом, вею шлифуемую поверхность по торцевой части круга (продольная подача) с соответствующим движением на круг (поперечная подача). Ось шпинделя круга неподвижна. Станок представляет собой как от шлифовальный полуавтомат мощность мотора — 60 л. с. - Для шлифовки торцевых поверхностей недлинных деталей при меняются станки фирмы Gardner МсЬ. Сo, в которых детали зажатые в дисковом приспособлении, проводятся (при вращении этого диска) между двумя чашечными кругами. Оба торца детали при этом шлифуются одновременно. Плоскошлифовальные станки с вертикальным шпинделем, ча- ; щечным кругом и возвратно-поступательным движением стола не пользуются широким распространением в массовом производстве, особенно автомобилей, так как их вытесняют здесь станки- предыдущих типов. Эти станки употребляются, главным образом, в среднем и крупном машиностроении для шлифовки особо длинных и достаточно широких поверхностей. Плоскошлифовальные станки, работающие; дисковым кругом. Эти станки с горизонтальным шпинделем и с (круглым) вращающимся или продольно двигающимся столом в массовом производстве, в своем обычном виде, также мало распространены. Такие станки имеют применение, главным образом, в инструментальном деле. Следует отметить, однако, одну модель станка специального назначения для шлифовки торцев поршневых колен. На рис. 5 изображен такой станок фирмы Arter Grinding Mch. Сo под названием Automatic Ring Grinder. На рис. 5 виден способ работы этого станка. Поршневые кольца закладываются в магазин, одно на другое, из этого магазина тонким диском с отверстиями (приводящимся в движение сжатым воздухом) кольца захватываются, и подводятся в центр магнитного патрона. В это время диск останавливается, автоматически включается ток в магнитный патрон и также автоматически подходит шлифовальный круг и за движение вперед, и назад шлифует кольцо; затем ток выключается из патрона и следующим поворотом диска на одно деление готовое кольцо сбрасывается.1 в рядом стоящий ящик. Таким образом этот станок является полным: автоматом. Производительность такого станка весьма высока — до» 1000 шлифовок с одной стороны в час (данные фирмы). Шлифовальные станки специального назначения. Эти станки довольно разнообразны, и мы остановимся; лишь на наиболее характерных, обусловливающих своей конструкцией метод обработки. На рис. 6 изображен такой станок для одновременной шлифовки двух шатунных шеек коленчатого вала — фирмы LandiS-Mch. Сo. Этот станок, как и все современные станки для шлифовки шеек коленчатого вала, имеет привод во вращение изделия с обеих, сторон (обе головки — передняя и задняя — приводные). Два шлифовальных круга (точно одинакового диаметра), расположенные на соответствующем расстоянии друг от друга на одной оси, шлифуют одновременно две внутренних шатунных шейки. Вал поддерживается в процессе работы двумя люнетами. Станок снабжен гидравлической подачей.
Рис. 5. Станок для шлифовки торцев поршневых колец
Рис. 6. Станок для шлифовки шатунных шеек коленчатого вала фирмы Landis (с гидравлическим приводом).
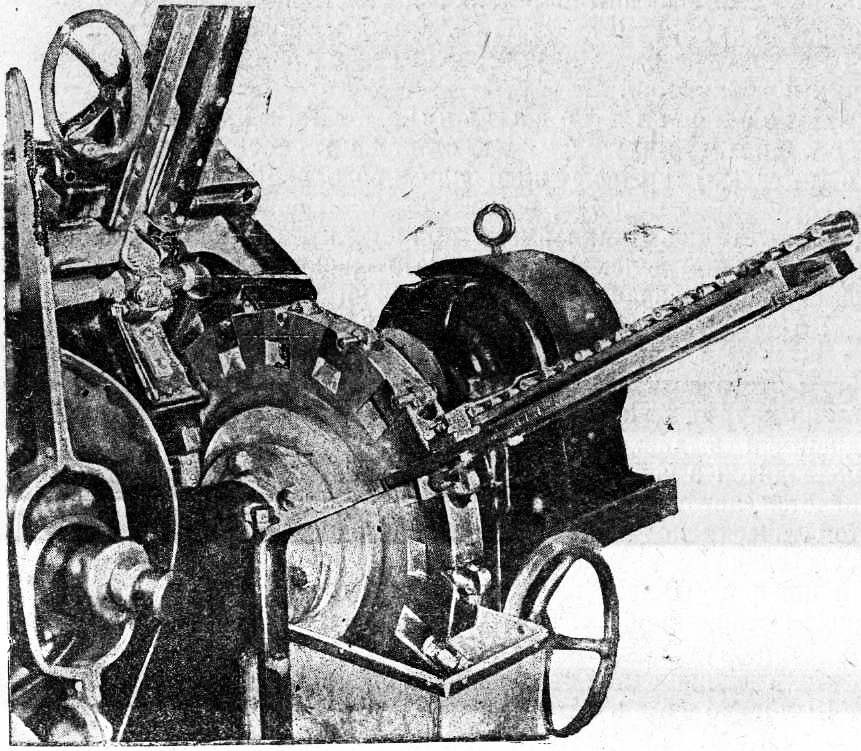
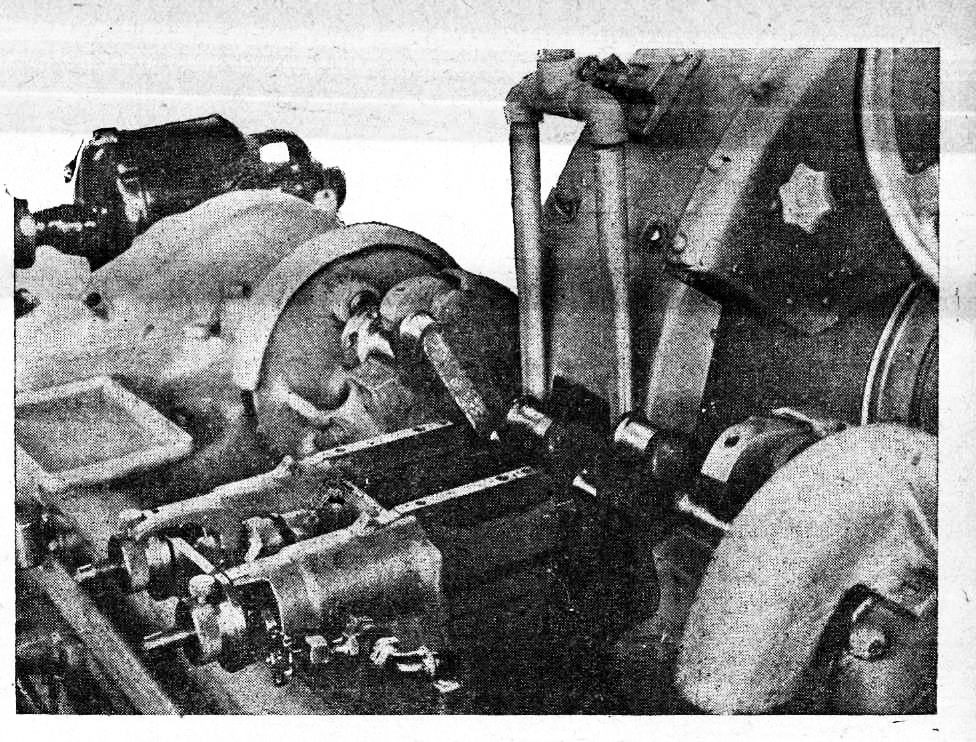
Рис. 7. Рабочая часть станка, изображенного на рис. 6. Принцип работы этого станка заключается в том, что круг, закончив шлифование одной шейки, автоматически быстро отодвигается, затем, подвинувшись в продольном направлении до следующей шейки, продвигается к ней и начинает с установленной поперечной подачей ее шлифовать и т. д. Сам же коленчатый вал, во время перехода круга от одной шатунной шейки к следующей, поворачивается автоматически вместе с зажимными патронами около оси коренных шеек, подводя, таким образом, следующую по порядку шатунную шейку в центр вращения для шлифовки.
Рис. 8. Станок фирмы Landis с тремя кругами. На рис. 245 изображен способ одновременной шлифовки всех трех коренных шеек па станке (специального назначения) фирмы Landis Mch. Сo. Станок имеет три круга, соответственной шейкам ширины, на одной оси. Подача гидравлическая. Копировальные шлифовальные станки для шлифовки кулачков распределительного валика. При небольших размерах производства вполне целесообразным является для этой цели применение обычного кругло-шлифовального станка со специализированием его соответственным копировальным приспособлением. Такой метод может давать производительность 4 — 8 валов в час (в зависимости от числа и размера кулачков), при припуске на шлифовку около 0,5 мм и допуске ±0,03 мм. Обычно в этом случае шлифовка ведется за 2 раза — предварительная и окончательная.
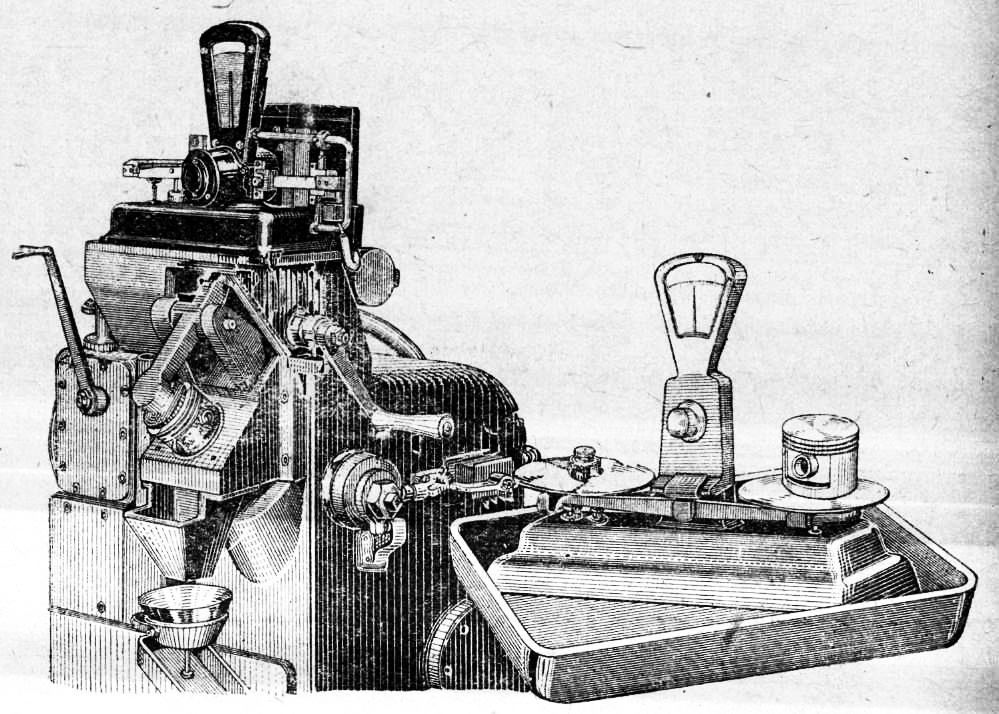
Рис. 9. Станок для выравнивания поршней по весу В последнее время фирма Landis выпустила также полуавтоматический станок для шлифовки всех кулачков. Этот станок работает также по принципу копирования, но автоматизация всех движений станка дает весьма большое увеличение производительности. Отшлифовав один кулачок, камень быстро отходит назад, передвигается к следующему кулачку, также быстро подходит и начинает шлифовать его сначала с большой поперечной подачей, затем к концу — с весьма малой. Совершенно особо стоит механическая обработка по доведению детали до заданного веса, до требуемой степени сбалансированности 1 и др. На рис. 9 нами приводится весьма интересный метод и станок по доведению поршня до заданного веса на автоматическом станке (Counter balancing machine). Операция производится после окончания обработки поршня. Поршень взвешивается на весах, расположенных сбоку. Станок устанавливается на требуемое снятие стружки по весу (вес поршня Форд—507 г) при помощи весового механизма, расположенного наверху станка, и поршень вставляется, как показано на рисунке. Внизу поршня расположен шпиндель с резцами, который снимает с внутренней кромки стружку. Стружка, падая через воронку, попадает на чувствительные весы, и когда ее вес достигает цифры, на которую станок установлен, вращение изделий автоматически прекращается. Допуски по весу ±2 г. Для того чтобы дать возможность читателю повторить изложенный раздел о шлифовании и лучше его усвоить, нами составлена и общая сводка методов обработки шлифованием. Реклама:Читать далее:Выбор режим резания при шлифованииСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|