|
|
Категория:
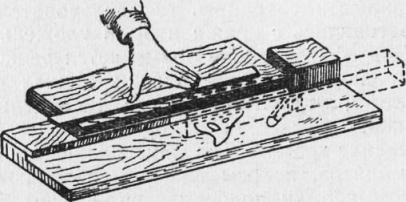
Столярное дело Далее: Фанерование с запрессовкой Подготовка фанеры заключается в ее раскрое и сортировке, прифуговывании кромок, подборе в листы и стяжке (скреплении) листов. Раскрой и сортировка фанеры. Фанеру раскраивают по длине на торцовочном или ленточнопильном станке, подавая ее на мелкозубую пилу сжатыми пачками. Более целесообразным является раскрой на круглопильном станке с горизонтальным движением диска. При разметке фанеры для раскроя по длине руководствуются размерами предназначенных для фанерования деталей с прибавлением припуска. Величина припуска — 30 мм на обе стороны. Раскроенные по длине листы фанеры сортируют, удаляя у них заболонь (бель), недопустимые по техническим условиям сучки и другие пороки. Листы рассортировывают на три группы: Листы фанеры с дефектами на кромках подбирают в пачку так, чтобы дефекты были обращены в одну сторону. Выровнив листы кромками, их сжимают и обрезают по кромкам на кругло-пильном станке. При сортировке листов и дальнейшей работе над ними следует по возможности сохранять ту последовательность, с какой они сострагивались с кряжа и были уложены в кноль. На предприятиях, где фанерование применяется редко, можно производить раскрой фанеры в небольших пачках мелкозубными лучковыми пилами, а также ножовками, а в отдельных листах — фанерной пилкой. Прифуговывание кромок. Для фанерования широких деталей, в особенности щитов, полосы фанеры соединяют в широкие листы, при этом кромки полос прифуговывают. Эта операция должна выполняться очень тщательно, чтобы шов не был заметен. Прифуговывание производят на специальном кромкофуго-вальном станке. На рабочий стол укладывают пачку фанеры толщиной до 90 мм с выровненными с одной стороны кромками, затем чугунной балкой при помощи винтов-стоек прижимают пачку к столу. По направляющим станины, параллельно кромке уложенной пачки фанеры, движется электрифицированный суппорт с обрезной мелкозубой пилой и вертикальной фрезой. Пила окончательно подравнивает кромки, фреза их отфуговывает. Закончив фугование одной стороны, вынимают пачку фанеры из-под балки, выравнивают кромки с другой стороны, снова зажимают пачку балкой и отфуговывают вторую сторону. На предприятиях средней мощности кромки фанеры обычно прифуговывают на фрезерных, реже на фуговальных станках. Качество прифуговывания на фрезерном станке выше, чем на фуговальном, так как на фрезере шпиндель делает большее число оборотов. На предприятиях с небольшим объемом фанеровальных работ прифуговывают кромки фанеры ручным фуганком на донце. Для повышения производительности труда применяют приспособления, например устраивают поворотную вайму Для зажима фанеры с горизонтальным расположением поверхности фугования, а также для зажима более толстой пачки фанеры. Прифуговывание фанеры всегда ведется пачками, сжатыми в струбцинах или специальных винтовых сжимах. На донце пачку прижимают рукой при помощи планки. Точность прифу-говывания проверяют так: фанеру укладывают на точно выстроганном плоском щите и соединяемые полосы прикладывают друг к другу прифугованными кромками. Между ними не должно быть никакого просвета. В последнее время на некоторых предприятиях с небольшим и средним объемом фанеровальных работ прифуговывание строганой фанеры механизируют путем применения обычных бумагорезальных машин. При этом достигается высокая точность прифуговывания.
Рис. 1. Прифуговывание кромок фанеры ручным фуганком на донце
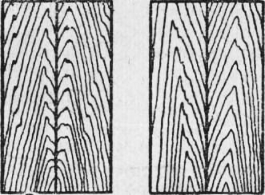
Подбор фанеры в листы. При фанеровании щитов фанеру подбирают в листы по цвету и текстуре. Подбор производят таким образом, чтобы лист получился однотонным с симметричной текстурой без заметного выделения отдельных полос. Для получения симметричной текстуры из раскроенной по длине пачки полосы фанеры берут попарно, соблюдая последовательность, с какой они были уложены в кноле, и развертывают подобно тому, как раскрывают книгу. Если полосы не развертывать, а верхнюю полосу из пары сдвигать с нижней, симметричность текстуры не будет достигнута. Фанеру подбирают «в рост», т. е. конусами кривых линий перерезанных годичных слоев кверху (рис. 2). При сборке широких листов кладут широкослойные тангентальные полосы в среднюю часть листа, а мелкослойные радиальные и полурадиальные — по бокам (к кромкам). Подбор фанеры производят с учетом размеров и назначения фанеруемых деталей. Для узких деталей берут мелкослойную фанеру, для широких щитов (филенок) — широкослойную тангентальную.
Рис. 2. Подбор фанеры «в рост»
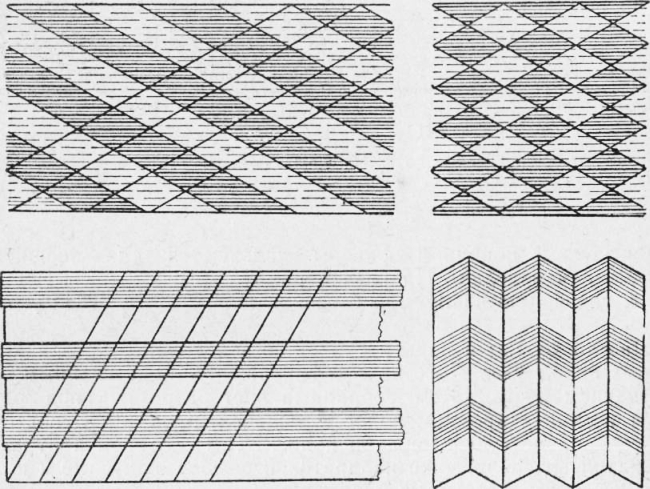
Подбором фанеры с прифуговкой полос под разными углами к направлению волокон создают различные орнаменты и рисунки (наборы), повышающие художественную ценность столярных изделий. Набор фанеры может быть «в елку», «в шашку», «в уголок», «конвертом», «в фриз» (рис. 3).
Рис. 3. Наборная фанера:
Фигурным подбором фанеры пользуются для внешнего оформления изделий. Например, рамку крышки письменного стола, связанную на прямой сквозной шип, фанеруют в углах на ус. Иногда делают наборы рисунков из полос фанеры различных ценных пород. Для этого полосы склеивают с определенным чередованием цвета, затем собранный лист разрезают под разными углами к кромкам полос и, наконец, производят повторное склеивание с передвижкой полос. Этим способом получают шахматное расположение квадратов и ромбов, конусные и волнистые полосы, различные орнаменты (рис. 4). Стяжка фанеры (ребросклейка). Стяжкой называется соединение подобранных полос фанеры в листы для наклейки на широкие детали и щиты. Подобранные полосы фанеры укладывают лицевыми сторонами кверху на ровном столе и плотно прижимают одну к другой кромками. В таком положении полосы слегка прикрепляют К сТ0лУ тоненькими гвоздиками (шпильками) и соединяют наклейкой на стык гуммированной бумажной ленты шириной 20 — мм. Чтобы не повредить торцы собранного листа при его переноске, наклеивают бумажную ленту также на его торцовые 19 289 концы во всю их ширину. Ленту впоследствии счищают циклей и шкуркой; иногда ее смывают. Вместо гуммированной ленты нередко наклеивают полосы обыкновенной бумаги — тонкой и сравнительно нетвердой: толстая и твердая бумага при запрессовке образует на фанере отпечатки и вмятины. Клеем надо намазывать бумагу, а не фанеру.
Рис. 4. Шахматные и орнаментные наборы из полос фанеры разных цветов
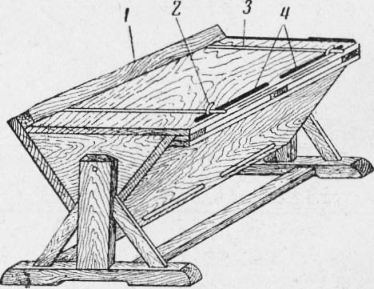
Описанный способ стяжки имеет большой недостаток: в фанере остаются отверстия от шпилек, которые бесследно заделать не удается. Целесообразно закреплять на столе подобранные полосы фанеры струбцинами с прокладкой брусков поперек собранного листа, либо изогнутыми пружинящими планками — деревян-290 кыми или металлическими. Планки поверх фанеры заводят концами под скобы и крюки, устраиваемые на столе; выпрямившись, планки вследствие своей упругости прижимают фанеру к поверхности стола. Покоробленные и волнистые полосы фанеры при стяжке откладывают в сторону для выправления. Чтобы выправить покоробленные полосы, их смачивают теплой водой и укладывают между точно выстроганными досками под груз. В таком положении полосы выдерживают до полного высыхания. Собранный лист фанеры с наклеенными на швы соединений полосами бумаги выдерживают под шпильками, планками или в струбцинах минут 15 — 20. После этого лист снимают со стола и укладывают в стопку. Для переноски берут листы небольших размеров одной рукой за продольную кромку, а большие листы — обеими руками за обе продольные кромки. Во время переноски нельзя давать листу сильно прогибаться по ширине: может произойти излом фанеры вдоль волокон. Для стяжки фанеры применяют специальные поворотные трехсторонние и карусельные столы. Поворотный стол показан на рис. 5. Все три его стороны одинаковы по размерам и устройству. Собрав и закрепив лист фанеры на одной из сторон при ее горизонтальном положении, повертывают стол вокруг его продольной оси на 120°. Горизонтальное положение при этом принимает вторая сторона стола. Собрав и закрепив на этой стороне очередной лист, заменяют ее путем нового поворота стола третьей стороной, на которой собирают еще один лист фанеры. К этому времени полосы бумаги на первом листе фанеры успевают довольно прочно приклеиться. При последующем повороте стола первый собранный лист снимают, укладывают в стопку, а на освободившейся стороне стола подбирают и скрепляют новый лист. Как показано на рис. 5, лист фанеры закрепляется прижимными брусками. Одним концом бруски заводят под борт стола, другим — под передвижные крюки, вставленные в продольные прорези стола. Карусельный стол представляет собой горизонтальный круг, насаженный центром на вертикальную ось вращения. Поверхность стола разделена на секторы. Каждый сектор снабжен зажимными приспособлениями для листов фанеры и используется так же, как сторона поворотного стола. Карусельные столы занимают больше площади, чем поворотные, поэтому предпочтение отдается последним, как более удобным.
Рис. 5. Трехсторонний поворотный стол для стяжки фанеры:
1 — борт стола; 2 — передвижной крюк; 3 — прижимной брусок; 4 — прорези
Стяжка наборной фанеры производится таким же способом, как и стяжка листов, только вместо полос бумаги часто применяют полосы марли или другой недорогой тонкой ткани.
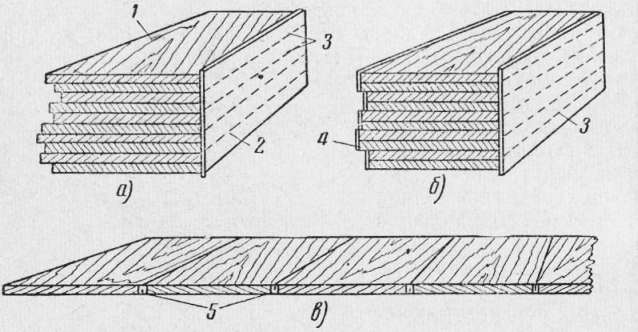
Рис. 6. Схема ребросклейки способом НИИФМебель:
а — оклеивание бумагой первой стороны пачки фанеры;б — оклеивание бумагой второй стороны; в — развернутый щиток; 1 — фанера; 2 — бумага; 3 — места разреза бумаги; 4 — склеенные бумагой кромки; 5 — швы у склеенных листов фанеры
Нередко стяжку фанеры делают способом, разработанным Научно-исследовательским институтом фанеры и мебели (НИИФМебель). Этот способ заключается в следующем. На отфугован-ную сторону пачки фанеры, когда пачка еще сжата, наклеивают мездровым клеем лист бумаги толщиной 0,01 мм (конденсаторной). После того как клей подсохнет, пачку от зажима освобождают и наклеенную бумагу разрезают тонким ножом так, чтобы полосы фанеры остались склеенными со стороны кромок парами (рис. 6, а). Затем пачку выравнивают кромками с другой стороны, отфуговывают эту вторую сторону, наклеивают на нее бумагу и разрезают бумагу между листами, которые склеены по противоположным кромкам (рис. 6, б). После этого всю пачку фанеры развертывают в лист, все швы которого скреплены тонкой бумагой и мало заметны. Механизированная стяжка фанеры выполняется на ребросклеивающем станке следующим образом (рис. 7). Две прифугованные полосы фанеры прикладывают обработанными кромками к тонкой направляющей линейке и через подающие валики подводят под прижимной ролик. При этом передние концы прифугованных кромок плотно прижимают друг к другу. На это место наклеивают конец гуммированной ленты, после чего включают станок. Подающие валики приходят в движение, непрерывно уходящие под прижимной ролик прифугованные полосы увлекают за собой гуммированную ленту, которая при этом наклеивается на шов. Прижимание прифугованных кромок производится коническими роликами. По пути движения лента смачивается водой из обогреваемой ванночки.
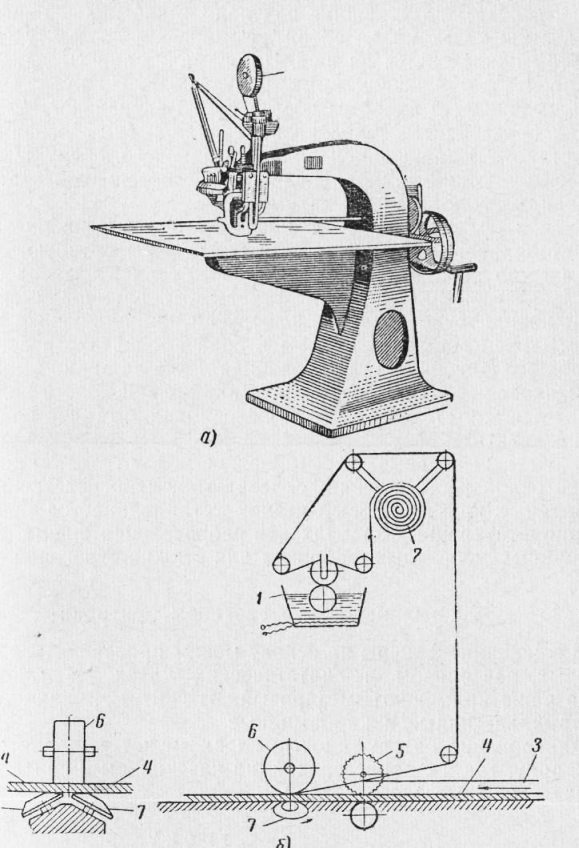
Рис. 7. Ребросклеивающий станок:
а — общий вид; б — схема работы: 1 — обогреваемая ванночка с водой; 2 — рулон гуммированной ленты; 3 — направляющая линейка; 4 – склеиваемые полосы фанеры; 5 — подающий мелкори^леный валик; 6 — прижимной гладкий ролик; 7 — конические ролики, стягивающие кромки склеиваемых полос Так производится заправка материала и гуммированной ленты в станок. В дальнейшем действия рабочего, обслуживающего ребросклеивающий станок, сводятся к бесперебойной подаче прифугованных полос фанеры парами. Станок обладает высокой производительностью: он заменяет до 50 столяров, выполняющих стяжку фанеры вручную. Качество работы ребросклеивающего станка зависит от качества прифуговывания кромок фанеры, от навыков станочника. Очень важно точно подавать фанеру по направляющей линейке, притом торец в торец. Разрывы в подаче особенно недопустимы потому, что смоченная гуммированная лента во время этих разрывов пачкает рабочий стол и конические ролики, отчего подача затрудняется или становится даже невозможной; станок приходится останавливать. В настоящее время промышленность выпускает станок для безленточной ребросклейки: склеиваются непосредственно прифугованные кромки. Новый станок устанавливается преимущественно на фанерных заводах для ребросклейки шпона, а также на крупных мебельных фабриках для стяжки строганой фанеры. Реклама:Читать далее:Фанерование с запрессовкойСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|