|
|
Категория:
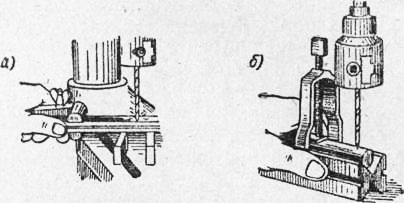
Сверление металла Подготовка и настройка станка необходимы для выполнения намеченных технологическим процессом операций по обработке отверстий. Не менее важной является правильная организация и обслуживание сверлильного станка в процессе работы. В подготовку станка к работе входятз смазка в местах, указанных в паспорте станка; установка стола станка по высоте в требуемое положение н его закрепление; установка и надежное закрепление; режущего инструмента в шпинделе станка; установка и; закрепление обрабатываемой детали на столе станка с помощью прихватов, прижимных планок, в тисках юнг в приспособлении, обеспечивающем совпадение осей инструмента и обрабатываемого отверстия. Приемы установки, закрепления, выверки и снятия режущего инструмента. Режущий инструмент (сверло) закрепляют либо в коническом отверстии шпинделя, либо в сверлильном патроне. Перед установкой в шпинделе инструмент и отверстие шпинделя тщательно протирают тряпками. Затем инструмент (или патрон) осторожно вводят хвостовиком в коническое отверстие шпинделя, чтобы лапка хвостовика плоскими сторонами вошла в выбивное отверстие — окно. После этого сильным толчком вверх плотно вводят хвостовик в отверстие шпинделя. При использовании .переходных втулок для крепления режущего инструмента все конические поверхности втулок, шпинделя и хвостовика инструмента вначале протирают и проверяют. Затем переходные втулки соединяют в единый комплект и насаживают на хвостовик инструмента, после чего сильным толчком руки вставляют инструмент с втулками в отверстие шпинделя. Снятие инструмента или патрона с инструментом производят с помощью плоского клина. Введя клин одним концом в выбивное отверстие ^(окно) шпинделя, слегка ударяют молотком по другому концу клина, который при этом нажимает на лапку хвостовика и выжимает сверло из конического отверстия шпинделя. Можно также удалить режущий инструмент с помощью радиусного клина и эксцентрикового ключа. Для этой же цели применяется универсальный ключ. Чтобы сверло при выбивании его из шпинделя не ударялось о стол станка и не затупилось, его следует придерживать левой рукой либо расположить на столе станка деревянную подкладку. Способы установки, выверки и закрепления деталей. Установка и крепление деталей при сверлении могут быть самыми разнообразными и в основном зависят от конфигурации, размеров, веса детали, диаметра обрабатываемых отверстий и др. Мелкие детали при сверлении в них отверстий диаметром до 10 мм закрепляют в ручных тисках или на универсальной призматической подкладке (рис. 115, я и б). При сверлении отверстий большого диаметра детали нужно закреплять более надежно, например в машинных или пневматических тисках (рис. 115,в). Перед установкой машинных тисков на столе станка тщательно протирают опорные плоскости стола и тисков и слегка смазывают их маслом. Затем болтами, введенными в Т-образные пазы стола, прикрепляют тиски к столу станка. При сверлении в тисках отверстий малого диаметра можно и не крепить тиски. Детали, не помещающиеся между губками тисков, закрепляют непосредственно на столе прижимными планками. Следует помнить, что окончательное закрепление детали производят лишь после того, как будут совмещены оси обрабатываемого отверстия и шпинделя.
Рис. 1. Примеры крепления деталей при сверлении
Настройка станка. После установки, выверки и за-закрепления детали и инструмента производится настройка станка. Она состоит в установке рычагов и рукояток коробки скоростей и коробки подач в такое положение, чтобы получить значения подачи и числа оборотов шпинделя, указанные в технологической или инструкционной карте. Если технологическая карта отсутствует, величину подачи, число оборотов и скорость резания выбирают по справочникам. В сверлильных станках со ступенчатыми шкивами для получения нужного числа оборотов шпинделя накладывают ремень на ту ступень, которая соответствует Данному числу оборотов и, если нужно, включают перебор. Закончив настройку механизмов, производят пробный пуск станка. Убедившись в правильности настройки станка, приступают к сверлению. Реклама:Читать далее:Работы, выполняемые на сверлильном станкеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|