|
|
Категория:
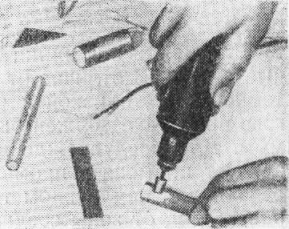
Пайка Однако при использовании сильных щелочных растворов следует соблюдать осторожность, так как они быстро разъедают алюминий. Если применяются флюсы, предназначенные специально для пайки алюминия, никакой особой предварительной подготовки поверхности для удаления окисной пленки не требуется. Для обычных флюсов, а также для бесфлюсовой пайки применяют целый ряд способов подготовки поверхности: гальваническое покрытие, плакирование прокаткой и облуживание припоем. Гальваническое покрытие алюминия другим металлом, например медью, дает поверхность, которую можно паять припоями и флюсами, применяемыми для пайки меди. Перед омеднением алюминия обычно производится цинкование, в процессе которого окисная пленка с поверхности алюминия вытесняется цинком. Алюминий можно плакировать цинком, в результате чего получается поверхность, которую можно паять большинством флюсов и припоев с низкой температурой плавления, применяемых обычно для пайки меди и стали. Такой плакированный алюминий можно также применять при более высоких температурах пайки, при которых цинк, расплавляясь, образует паяное соединение. Облуживание алюминия можно произвести путем механического разрушения окисной пленки в присутствии расплавленного припоя. По мере удаления окисла припой смачивает поверхность и сцепляется с алюминием. Зачистку удобнее всего производить щетками из стеклянного волокна или из тонкой нержавеющей проволоки и шерстью из нержавеющей стали. Обычные щетки из углеродистой стали не следует применять, так как частицы стали из щеток, попадая в припой, будут ускорять коррозию паяного соединения. На рис. 1 показана зачистка шлифовальным кругом. Некоторые припои в форме прутков, так называемые абразивные припои, являются одновременно припоем и абразивным инструментом. Соединяемые детали нагреваются горелкой или другим способом до температуры, при которой контактирующий с ними конец прутка припоя начинает плавиться. С помощью этого же прутка производится механическое разрушение окисной пленки, что дает возможность расплавленному припою затечь под эту пленку и еще больше ее разрыхлить. Затем разрыхленную пленку отводят прутком припоя в сторону, обнажая поверхность, смоченную припоем. Для повышения прочности паяного соединения на облуженпые таким образом поверхности можно наложить усиленный валик припоя. Этот процесс нельзя применять для соединений с малым зазором, где затекание припоя происходит под действием капиллярных сил. Кроме того, облуживание алюминиевых поверхностей припоем можно производить с помощью ультразвука.
Рис. 1. Процесс пайки с помощью абразивного паяльного инструмента.
Реклама:Читать далее:Методы нагрева при пайке алюминияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|