|
|
Категория:
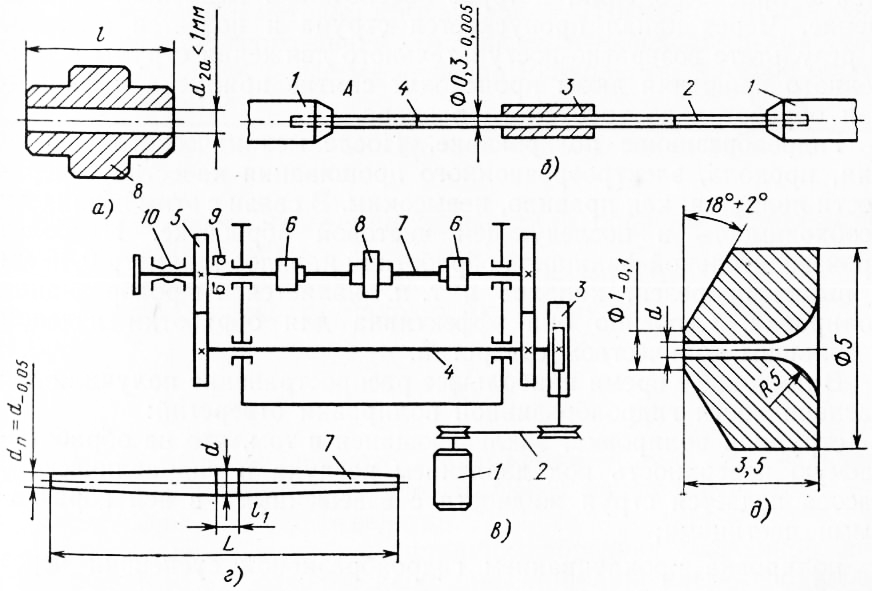
Технология миниатюрных изделий В ряде случаев возникает необходимость обработки и доводки с точностью до 2-го класса и шероховатостью Ra С 0,160 мкм глубоких каналов диаметром менее 1 мм. Доводку отверстий диаметром менее 1,0 мм производят с помощью проволоки — притира, изготовленного из высокоточной (рояльной) проволоки, которая путем гальванического осаждения предварительно покрывается слоем меди толщиной 0,04 мм. На слой меди наносят алмазную пасту. Проволоку берут с перепадом по диаметру 0,025 мм. Технология обработки отверстия диаметром 0,3 мм в твердосплавной втулке сводится к тому, что предварительно на чистый от покрытия алмазной пастой конец А притира нанизывают несколько обрабатываемых втулок. Затем притир с втулками закрепляют в патронах шпиндельных головок модернизированного настольного токарного станка, оснащенного для этого двумя шпиндельными головками. Натяжение проволоки-притира производят путем перемещения одной головки и последующего ее закрепления. На покрытую медью часть притира наносят алмазную пасту. Шпиндельные головки с притиром приводятся во вращение. Притираемую втулку вручную перемещают вдоль притира. Полную обработку отвер- производят последовательно несколькими притирами с постепенно возрастающими диаметрами. При этом на операциях фоновой притирки диаметр каждого следующего притира увеличивается на 0,008 мм, а на чистовых операциях — на 0,0025 мм. Притир до требуемого диаметра доводят мелкозернистым абразивным бруском. Для черновой притирки используют пасту с размерами алмазов 0,006—0,012 мм, а для чистовой —0,001 — 0 005 мм. Высокая точность рояльной проволоки позволяет использовать ее как мерный калибрующий инструмент. На рис. 1, в приведена кинематическая схема станка для доводки канала малого диаметра во втулке. Вращение от электродвигателя через ременную и червячную передачи передается на вал, несущего два зубчатых колеса, приводящих во вращение шестерни, которые, в свою очередь, сообщают вращение держателям. В держателях закреплен доводочный инструмент, проходящий сквозь доводимый канал втулки. Винт служит для натяжения струн, которое воспринимается упорным подшипником. В качестве доводочного инструмента используют калиброванную струну из меди Ml. Для уменьшения развала доводимого канала доводочный инструмент имеет с обеих сторон конусность. Частота вращения доводочного инструмента 150—200 об/мин. Доводочной пастой служит окись хрома, которая разведена осветленным керосином и веретенным маслом. На 25 г пасты окиси хрома, разбавленной керосином, добавляют 10—15 капель веретенного масла. На станке можно производить одновременно доводку нескольких втулок.
Рис. 1. Полирование и доводка каналов:
а, д — изделия; б — схема полирования струной, шаржированной алмазной пастой; в — кинематическая схема доводочного станка; г — притир
При изготовлении газовых лазеров возникает необходимость обрабатывать внутренний канал диаметром 1 мм в кварцевой трубке длиной свыше 100 мм. В качестве инструмента используют тонкую проволоку (струну), на которую нанесен алмазный поро-; шок, закрепленный гальваническим способом. Проволоку пропускают через внутренний канал трубки и закрепляют в станке с определенным натяжением. Кварцевая трубка в процессе обработки вращается и совершает возвратно-поступательное движение вдоль проволоки. Обработка канала происходит в две операции. Первую операцию выполняют с использованием проволоки 0,9 мм, которая покрыта порошком природного алмаза. При второй операции используют проволоку диаметром 1,0 мм с алмазным порошком соответствующей зернистости. После обработки, канала производят шлифование наружной поверхности трубки на кругло-шлифовальном станке. После шлифовки трубку режут на куски требуемых размеров. Финишную обработку твердосплавных дюз и волок, служащих для протягивания и волочения проволоки, производят тонкой натянутой струной с одновременной подачей в зону обработки тонкодисперсного абразива. Предварительно в мягкой заготовке, перед спеканием, прошивают отверстие—керн, диаметром меньше, чем чистовой размер отверстия, с припуском на последующую обработку. Для обработки канала дюза укрепля-. ется в приспособлении, которое обеспечивает медленное ‘ее вращение. Через канал пропускается струна и подается абразив. В результате возвратно-поступательного движения струны и медленного вращения дюзы происходят снятие припуска и финишная обработка до требуемого размера. Гидроабразивное полирование. После механического сверления, прокола, электроэрозионного прошивания качество поверхности является, как правило, невысоким. В связи с этим возникает необходимость в последующей чистовой обработке. Наиболее производительной финишной обработкой каналов (диаметр 0,15 мм и выше) прорезей, каналов и т. п. является гидроабразивная полировка. Особенно она эффективна для обработки изделий с большим количеством отверстий. В настоящее время наибольшее распространение получили две разновидности гидроабразивной полировки отверстий: При струйном полировании давление абразивной суспензии устанавливается в пределах 2—4 атм, что обеспечивается центро-f{ жным насосом (для этой цели применяют грязевые насосы). Опыт эксплуатации показал их низкую износостойкость в абра-ивной среде; насосы выходят из строя в течение 8—10 смен работы. Для повышения их долговечности применяют гуммирование внутренних поверхностей насосов, используют высокопрочные чугуны и другие методы повышения сопротивления истиранию. Гидроабразивное полирование прокачиванием заключается в следующем. При переходе из большего сечения в меньшее пограничные слои жидкости изменяют свое направление (струя сжимается). Взвешенные абразивные частицы, удельный вес которых больше удельного веса жидкости, по инерции продолжают двигаться в прежнем направлении до тех пор, пока не ударяются о стенку отверстия. Во время ударов с поверхностей стенок отделяются частицы металла. Более интенсивно обрабатываются выступающие участки, так как о стенку ударяется большое количество абразивных частиц. Гидроабразивное полирование прокачиванием осуществляется при турбулентном процессе протекания абразивной суспензии через обрабатываемое отверстие. Учитывая низкую консистенцию абразива указанной выше суспензии (3%), можно с некоторым приближением использовать вышеприведенные формулы для определения необходимого давления Р при Re = 3000 для дизельного топлива. Таким образом, минимально допустимое давление для обеспечения гидроабразивной полировки отверстия диаметром d = 0,2 должно быть не ниже 24 кГс/см2; практически его берут в пределах 30—50 кГс/см2; для обеспечения такого давления необходимы шестеренчатые насосы. Исследования показали, что применение шестеренчатых насосов для непосредственного прокачивания гидроабразивной суспензии при обработке малых отверстий нецелесообразно из-за низкой износоустойчивости в абразивной среде. Поэтому для гидроабразивной обработки при давлениях 25—50 атм используют схему с полным разделением потоков жидкостей, на которых работает насос, и гидроабразивной суспензии. По этой схеме предусмотрены бак с чистым маслом и бак с гидроабразивной суспензией. Чистое масло из бака нагнетается шестеренчатым насосом по трубопроводам и электромагнитному золотнику в верхние полости мембранных камер. Штоки мембранных камер соединены между собой коромыслом так, что когда мембрана камеры перемещается вниз, шток мембраны камеры идет вверх. Крайние положения коромысла контролируются конечными выключателями, включающими поочередно электромагниты золотника. При перемещении мембран камер вверх в нижние полости через обратные клапаны всасывается гидроабразивная суспензия из бака при перемещении их вниз через обратные клапаны суспензия поступает по трубопроводу к обрабатываемому изделию (распылителю форсунки двигателя внутреннего сгорания) и затем сливается через трубопровод обратно в бак. Давление суспензии при этом равно давлению масла в верхней части мембранной камеры, т. е. давлению, развиваемому насосом. На схеме не показан редукционный клапан для регулирования давления в нагнетательной сети. Приведенная схема обеспечивает надежную работу шестеренчатого насоса, так как благодаря применению разделительных мембранных камер он работает на чистом масле и не подвергается абразивному износу. При увеличении содержания абразива в суспензии и размера зерен время обработки уменьшается. Оптимальная скорость полирования достигается при содержании 3—5% порошка в смеси и величине частиц, равной 20—30 мкм. Гидравлическое полирование улучшает форму отверстий, повышает класс шероховатости поверхности до Ra ^ 0,63—0,16 мкм. В ряде случаев для удаления заусенцев в каналах и улучшения поверхности прокачивают раствор специальной шлифовальной мастики. Основой ее является каучук, насыщенный абразивом. В качестве абразива используют окись алюминия, карбид кремния, карбид бора и др. К этой основе добавляют различного рода загустители и смазочные масла с целью получения раствора определенной вязкости и шлифующих свойств. Определяющим для степени воздействия раствора на поверхность канала являются тип и зернистость применяемого абразива. Для тонкого шлифования и полирования малых отверстий используют зерна окиси алюминия размером 0,002—0,004 мм. Давление, под которым раствор прокачивается через обрабатываемые отверстия, может колебаться в пределах 14—125 атм. Длительность удаления внутренних заусенцев в среднем составляет 10—30 с. После этого каналы продуваются сжатым воздухом. Для полного удаления остатков абразивной мастики через каналы прокачивается растворитель. Реклама:Читать далее:Виброабразивная обработка миниатюрных изделийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|