|
|
Категория:
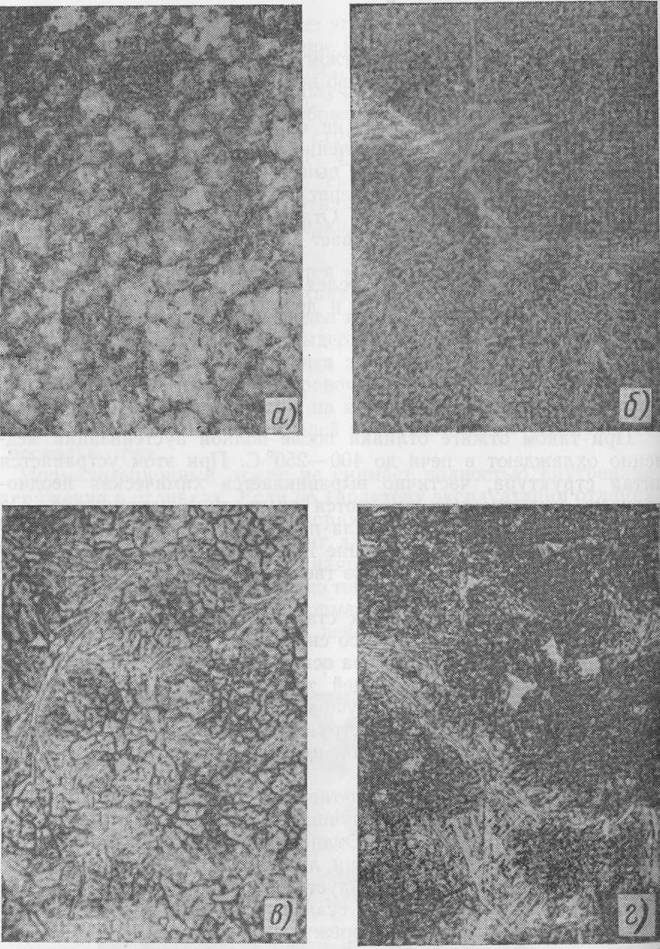
Производство точных отливок При таком отжиге отливки после полной аустенизации медленно охлаждают в печи до 400—250 °С. При этом устраняется литая структура, частично выравнивается химическая неоднородность и полностью снимаются внутренние напряжения. По сравнению с состоянием металла после литья существенно повышаются относительное удлинение и ударная вязкость. После отжига отливки имеют невысокую твердость и, как правило, лучше обрабатываются. Для литых быстрорежущих сталей полный отжиг имеет еще и другое значение, связанное со снижением выделения карбидов. Получаемая при этом структура основной матрицы металла очень благоприятна для последующей термообработки инструментов. При затвердевании быстрорежущих сталей в результате перитек-тических реакций выделяются структурные составляющие —фазы, первичные кристаллы которых имеют разный химический состав. Это определяет их различную твердость. Обычным отжигом сетка карбидов не устраняется, но улучшается химическая гомогенность структуры первичных зерен. Отливки из легированных сплавов из-за разной скорости диффузии легирующих элементов следует выдерживать при температуре аустенизации значительно дольше чем отливки из углеродистых сталей. Температура отжига быстрорежущих сталей 860—880 °С. Продолжительность отжига зависит от состава стали и величины отливки и обычно составляет 25—35 мин. Отливки из быстрорежущих сталей следует охлаждать в печи очень медленно (20—25 °С в час), особенно в диапазоне 800—700 °С (рис. 43, а—г).
Рис. 1. Структура стали CSN 422992:
а — в литом состоянии; б — после закалки; в — после отжига; г — после закалки и отпуска
Реклама:Читать далее:Отжиг коррозионно-стойких и жаропрочных сталейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|