|
|
Категория:
Сварка металлов Для получения качественного сварного шва и стабильного горения сварочной дуги необходимо, чтобы скорость подачи электродной проволоки в зону дуги была равна скорости ее плавления. В полуавтоматах это обеспечивается за счет регулирования скорости подачи в зависимости от напряжения на сварочной дуге или саморегулирования дуги при случайных колебаниях сварочного тока с помощью дополнительных механизмов. Основными частями подающих механизмов являются система подающих роликов, редуктор и привод подачи. При плавном регулировании в качестве приводного двигателя применяются асинхронные электродвигатели с фрикционными вариаторами или двигатели постоянного тока; при ступенчатом регулировании применяются асинхронные электродвигатели и редукторы. Сварочные полуавтоматы можно классифицировать: по способу подачи электродной проволоки — на толкающего, тянущего, тяни-толкающего, шпулечного типов; по способу установки — на стационарные, передвижные, легкие переносные; по способу защиты зоны дуги — для сварки в защитных газах, для сварки под флюсом, для сварки открытой дугой, универсальные; по роду применяемого тока —для сварки постоянным током, для сварки ,переменным током; по способу охлаждения горелки —без охлаждения, с принудительным воздушным или водяным охлаждением. Полуавтоматы для дуговой сварки в защитных газах плавящимся электродом Основными элементами полуавтоматов этой группы являются горелка, механизм подачи электродной проволоки, газовая аппаратура и система газоподвода, источник питания, электропровода. В состав газовой аппаратуры входят баллоны для газов, газовые редукторы,осушители, подогреватели, расходомеры и газовые клапаны. Полуавтоматы для дуговой сварки плавящимся электродом изготовляются по ГОСТ 18130—72. Напряжение питающей сети равно 380 В и 220 В; частота — 50 Гц, длительность цикла сварки составляет 5 мин. Полуавтоматы для сварки в защитных газах обладают рядом положительных свойств: надежностью в работе, простотой обслуживания, возможностью работы в любых пространственных положениях, возможностью наблюдения за дугой, сравнительно невысокой стоимостью аппаратов. Регулирование скорости подачи электродной проволоки полуавтоматов типа ПДГ и ПДПГ плавнее, скорость подачи стабилизирована. В комплект полуавтоматов ПДГ-306, ПДГ-504, ПДГ-505 входят многопостовые источники питания. В полуатоматах для импульсно-дуговой сварки в защитных газах плавящимся электродом на постоянный по значению ток дежурной дуги периодически с частотой в несколько десятков герц накладываются кратковременные импульсы тока рабочей дуги. Вследствие этого улучшаются условия переноса электродного металла в зону дуги и повышается качество сварного шва.
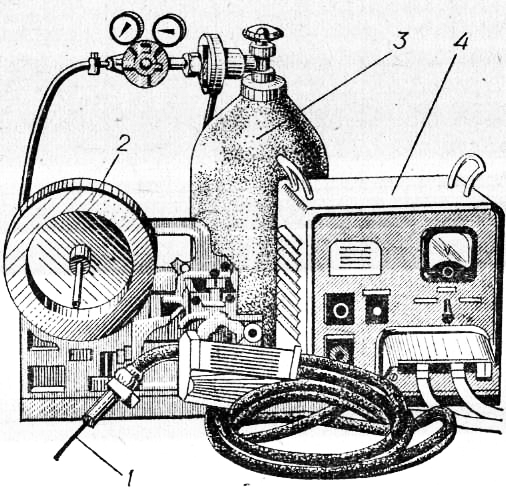
Рис. 1. Полуавтомат А-537: Полуавтоматы для дуговой сварки под флюсом В полуавтоматах этой группы защита зоны дуги и металла от разбрызгивания осуществляется с помощью флюса. Регулирование скорости подачи электродной проволоки у полуавтоматов ПШ-5-1 и ПШ-54 ступенчатое, ПДШР-500 и ПДШР-500М — плавное. У полуавтомата ПДШМ-500М регулирование скорости подачи плавное на двух ступенях; флюс подается в зону дуги с помощью сжатого воздуха. Универсальные полуавтоматы. Полуавтомат А-1197 применяется в зависимости от варианта исполнения; для сварки и наплавки в углекислом газе сплошном и порошковой проволоками, для сварки под флюсом, для сварки открытой дугой самозащнтны-ми проволоками. В полуавтомате модели А-1197П регулирование скорости подачи электродной проволоки плавное, в модели А-1197С — ступенчатое.
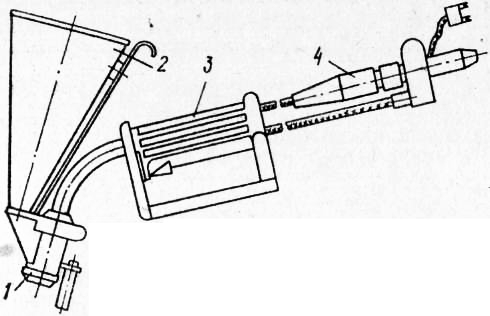
Рис. 2. Общая схема полуавтомата для сварки под флюсом:
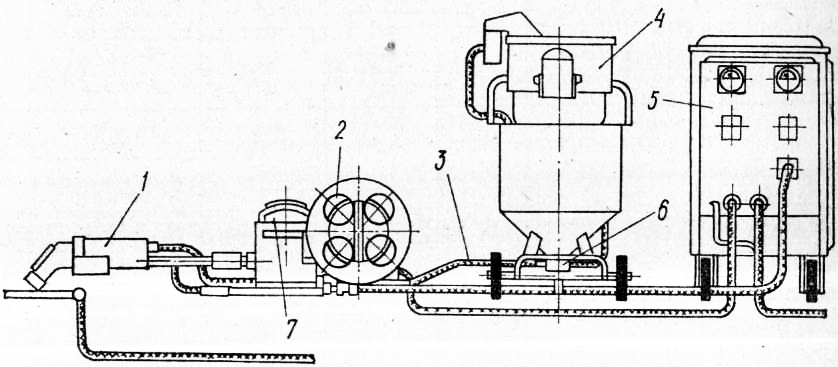
Рис. 3. Общая схема полуавтомата для сварки под флюсом ПДШМ-500М:
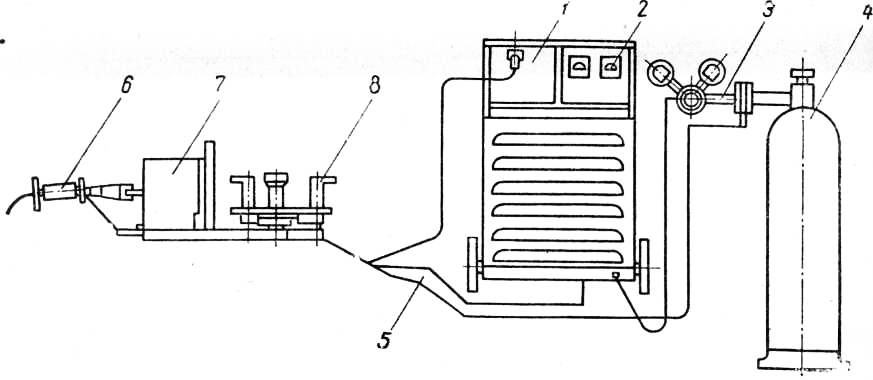
Рис. 4. Общая схема сварочного полуавтомата А-1197: Полуавтомат А-1035 предназначен для сварки и наплавки порошковой проволокой в углекислом газе и открытой дугой, может быть применен для сварки под флюсом. Полуавтоматы для сварки открытой дугой самозащитными проволоками. Полуавтомат А-765 предназначен для сварки и наплавки стали самозащитной сплошной и порошковой проволоками. Регулирование скорости подачи электродной проволоки ступенчатое. Полуавтомат А-1114М предназначен для сварки самозащитной проволокой при монтажных работах; он может быть модернизирован для сварки в углекислом газе. Скорость подачи электродной проволоки настраивается ступенчато сменой подающих роликов; в пределах каждой ступени скорость регулируется плавно с помощью генератора постоянного тока.
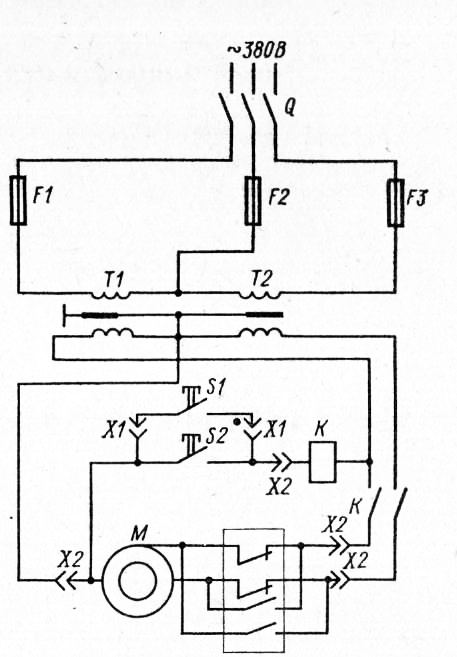
Рис. 5. Электрическая принципиальная схема сварочного полуавтомата А-765 Реклама:Читать далее:Автоматы для дуговой сварки плавящимся электродомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|