|
|
Категория:
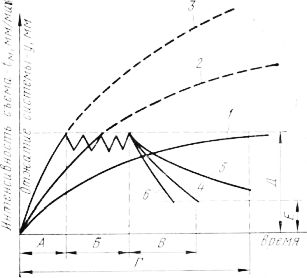
Шлифовальные станки Далее: Усилия и мощность шлифования Путь, который проходит при обработке шлифовальная бабка в направлении поперечной подачи (врезное шлифование), складывается: Часть цикла, непосредственно связанную со съемом металла, условно назовем рабочим циклом. На протяжении рабочего цикла съем металла происходит с неодинаковой скоростью. Для уяснения этого процесса разделим рабочий цикл с учетом упругих деформации на этапы Л, и В. На этапе врезания А в силу ограниченной жесткости системы происходит ее отжатие, поэтому фактическая толщина снятого слоя металла меньше подачи по лимбу. Нарастающее отжатие увеличивает натяг в системе, а с его увеличением возрастает интенсивность съема металла. Форма кривых, характеризующих процесс врезания, зависит от жесткости системы и режущей способности круга и изменяется во времени. Таким образом на первом ,этапе имеет место неустановившийся процесс съема металла. Цель первого этапа (врезание) — создать исходный натяг соответствующий заданному режиму обработки. При этом различают:
Рис. 1. Рабочий цикл шлифования. Изменение интенсивности съема металла во времени: Для перехода от этапа врезания к установившемуся процессу необходимо предварительно создать в системе натяг силой, действующей в радиальном направлении. Величиной этой силы определяется интенсивность съема металла. Уровень съема металла на этапе установившегося процесса зависит главным образом от силы, прижимающей круг к обрабатываемой поверхности, от режущей способности круга и свойств обрабатываемого металла. На этапе установившегося процесса фактический съем металла становится примерно равным подаче по лимбу. В конце цикла при повышенных требованиях к точности обработки и шероховатости поверхности обычно снимают натяг в системе. На этом этапе (выхаживании) имеет место неустановившийся процесс съема металла. Упругая система возвращается в исходное положение, отжатие уменьшается, снижается глубина врезания отдельных абразивных зерен. На этапе выхаживания происходит уменьшение шероховатости, исправление погрешностей формы, снятие поверхностного дефектного слоя, повышение надежности выдерживания заданного размера вследствие более плавного подхода к нему. Применяются три вида выхаживания: без подачи (кривая 4), замедленное, при котором с черновой подачи переходят на уменьшенную, чистовую подачу (кривая 5), ускоренное, при котором шлифовальную бабку отводят от детали на величину, несколько меньшую величины натяга в системе (кривая 6). При таком выхаживании сокращается время на уменьшение отжатия системы. Кривые съема металла при выхаживании показывают, что в начале этапа уменьшение натяга и съема металла происходит интенсивно, а затем интенсивность съема металла резко замедляется. Поэтому на практике выхаживание прекращают при натяге, величина которого зависит от технических требований к точности обработки и шероховатости поверхности. Время выхаживания возрастает с уменьшением жесткости системы, снижением режущей способности круга и с повышением требований к шероховатости обработанной поверхности. Для уменьшения шероховатости достаточно при выхаживании снять слой металла 0,02 мм.
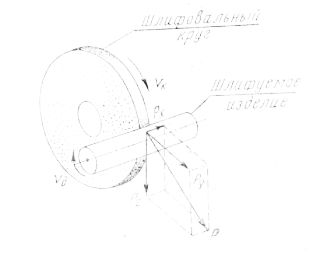
Рис. 2. Схема действия составляющих сил шлифования Реклама:Читать далее:Усилия и мощность шлифованияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|