|
|
Категория:
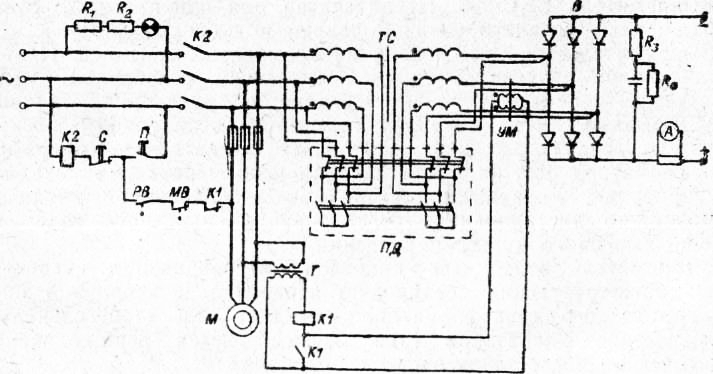
Сварка металлов После нажатия пусковой кнопки срабатывает магнитный пускатель, подключающий к электрической сети вентилятор. При нормальной работе вентилятора поток воздуха воздействует на реле контроля вентиляции, и оно замыкает свой нормально разомкнутый контакт. Через этот контакт подается напряжение на катушку контактора, который подключает к электрической сети трехфазный трансформатор выпрямителя — с этого момента на выходных зажимах выпрямителя появляется напряжение. При правильном направлении вентиляции поток воздуха должен засасываться в выпрямитель со стороны лицевой панели и выбрасываться с задней стороны выпрямителя. При неисправном вентиляторе или при неправильном направлении вращения его контакт реле контроля вентиляции остается разомкнутым, и трехфазный трансформатор выпрямителя не подключается к электрической сети. Выпрямитель ВСС-300. Предназначен для однопостовой ручной сварки. Выпрямительный блок собран из селеновых пластин прямоугольной формы размером 100X400 мм. Выпрямитель имеет плавную регулировку сварочного тока изменением расстояния между обмотками трансформатора. Рукоятка плавного регулирования тока расположена на верхней крышке выпрямителя. Для изменения диапазона тока необходимо произвести переключение перемычек на доске зажимов трехфазного трансформатора, изменив схему соединения его обмоток в «звезду» или в «треугольник». Выпрямитель ВКС-500. Предназначен для однопостовой ручной сварки и для механизированной сварки под слоем флюса. Выпрямительный блок собран из кремниевых вентилей. Плавное регулирование сварочного тока изменением расстояния между обмотками трансформатора осуществляется при помощи специального механизма. Этот механизм состоит из асинхронного электродвигателя, редуктора, двух магнитных пускателей, однофазного трансформатора 380/36 В для питания иепи управления механизма регулирования. Управление механизмом регулирования кнопочное. Возможно дистанционное регулирование сварочного тока при помощи выносного пульта управления. Выпрямитель имеет два диапазона регулирования сварочного тока, соответствующих соединению первичной и вторичной обмо-то,к трехфазного трансформатора «звездой» или «треугольником». Переключение диапазонов тока осуществляется пересоединением перемычек на доске зажимов трансформатора. Выпрямитель имеет защиту, отключающую его от электрической сети при выходе из строя одного из вентилей или при пробое на корпус вторичной обмотки трехфазного трансформатора. Защита состоит из магнитного усилителя, вспомогательного трансформатора и электромагнитного реле. Выпрямитель ВД-306. Предназначен для однопостовой ручной сварки. Выпрямительный блок собран из кремниевых вентилей. Выпрямитель имеет переключатель диапазонов сварочного тока, который изменяет схему соединения обмоток трехфазного трансформатора. Плавная регулировка тока осуществляется изменением расстояния между обмотками трехфазного трансформатора. Выпрямитель имеёт блок защиты, отключающий его от сети при Выходе из строя одного из вентилей или при пробое на корпус вторичной обмотки трансформатора (аварийные режимы). В переключатель диапазонов регулирования тока встроен мик-ровыключатель. Если переключение диапазонов производится при невыключенном выпрямителе, контакт микровыключателя обрывает цепь катушки главного контактора и выпрямитель отключается от электрической сети. Аналогично устроены выпрямители ВД-201, ВД-301. Принципиальная электрическая схема выпрямителя ВД-306 изображена на рис. 33. Рассмотрим на примере этого выпрямителя работу электрической схемы. Запуск выпрямителя производится кнопкой П — «пуск». При нажатии кнопки подается напряжение на катушку Кг силового контактора, контактор срабатывает, и его контакты подключают силовой трансформатор ТС к электрической сети. Кнопку П следует удерживать в замкнутом состоянии до тех пор, пока не придет во вращение электродвигатель М вентилятора и не сработает реле ветровое РВ. Переключение диапазонов сварочного тока производится переключателем ПД. Предварительно выпрямитель необходимо отключить от электрической сети кнопкой С — «стоп». В переключатель диапазонов встроен микровыключатель MB. Если переключение диапазонов тока производится без отключения выпрямителя от сети, микровыключатель MB обрывает цепь питания катушки Кг силового контактора, который отключает выпрямитель от сети. Блок защиты выпрямителя от аварийного режима состоит из магнитного усилителя УМ, вспомогательного трансформатора, электромагнитного реле. При срабатывании реле его нормально замкнутый контакт обрывает цепь питания катушки Кг силового контактора, и выпрямитель отключается от электрической сети.
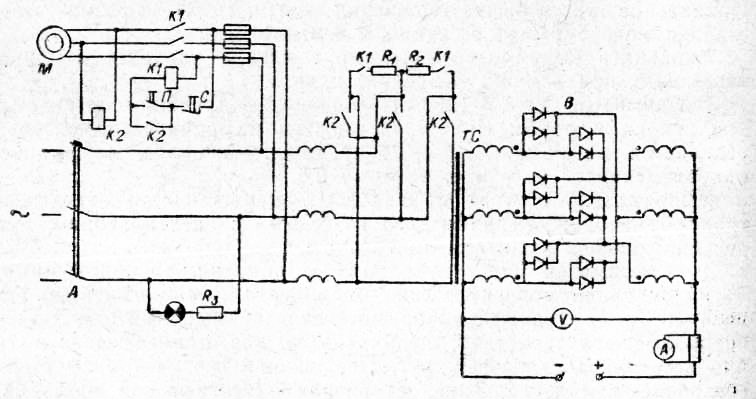
Рис. 1. Принципиальная электрическая схема выпрямителя ВД-309: Повторное включение выпрямителя после срабатывания защитных устройств производится кнопкой П после устранения причин отключения выпрямителя. Для защиты выпрямительного блока от коммутационных перенапряжений на выходе выпрямителя имеется защитная цепочка, состоящая из активных сопротивлений R3—R4 и конденсатора. Выпрямитель ВД-502. Предназначен для однопостовой ручной сварки и резки и для механизированной сварки под слоем флюса. Выпрямительный блок собран из кремниевых вентилей. Выпрямитель состоит из трехфазного трансформатора с неподвижными обмотками, дросселя насыщения, выпрямительного блока, сглаживающего дросселя, магнитного усилителя, блока управления. Трансформатор имеет секционированную первичную обмотку с отпайками к переключатель для получения двух диапазонов сварочного тока. В диапазоне малых токов первичная обмотка соединяется в «треугольник» с полным числом витков. В диапазоне больших токов обмотка соединяется в «треугольник» с меньшим числом витков. Выпрямительный блок собран из шести вентилей, соединенных в мостовую схему выпрямления переменного гока. Дроссель насыщения, включенный между трансформатором и выпрямительным блоком, служит для формирования падающих внешних характеристик выпрямителя. Плавная регулировка сварочного тока осуществляется изменением тока подмагничивания дросселя насыщения. Сглаживгющий (стабилизирующий) дроссель включен в сварочную цепь выпрямителя последовательно с дугой для стабилизации сварочного режима при колебаниях напряжения электрической сети. Магнитный усилитель обеспечивает защиту, отключающую выпрямитель от электрической сети при аварийном режиме работы. Правильное направление вращения вентилятора — против часовой стрелки, если смотреть со стороны вентилятора. Управлять выпрямителем можно с панели управления или дистанционно, при помощи выносного пульта. Выпрямитель ВКСМ-1000. Предназначен для многопостовойруч-ной сварки и резки. Количество постов на один выпрямитель определяется по номинальному току одного поста и коэффициенту одновременности нагрузки, равному 0,6. Выпрямитель состоит из силового понижающего трехфазного трансформатора, выпрямительного блока с вентилятором, пуско-регулирующей и защитной аппаратуры. Трансформатор имеет неподвижные обмотки, расположенные на магнитопроводе концентрически (с нормальным магнитным рассеянием). Такой трансформатор обеспечивает выпрямителю жесткую внешнюю характеристику, необходимую для одновременного горения нескольких сварочных дуг. Первичная обмотка трансформатора соединена в «треугольник», вторичная — шестифазной «звездой». Выпрямительный блок собран из кремниевых вентилей ВК-200. Схема выпрямления — шестифазняя кольцевая, по два вентиля параллельно в каждой фазе. В такой схеме каждый вентиль работает шестую часть периода, т. е. вдвое меньше, чем в трехфазной мостовой схеме,-Разновидности шестифазных схем широко используются в мощных сварочных выпрямителях. Охлаждающий воздух при работе вентилятора засасывается сверху, проходя через блок вентилей и трансформатор. К пускорегулирующей и защитной аппаратуре относятся: блок управления (амперметр, вольтметр, сигнальные лампы, кнопки, магнитные пускатели, пакетный переключатель) и блок защиты (автоматический выключатель, предохранители, конденсаторы и сопротивления, реле контроля вентиляции). Включение выпрямителя производится на холостом ходу, при зШ отключенной нагрузке, в такой последовательности: замыкают сетевой рубильник, включают автоматический выключатель, нажатием кнопки «пуск» непосредственно подключают выпрямитель к электрической сети. Выключается выпрямитель кнопкой «стоп». Выпрямитель способен обеспечить работу шести сварочных постов ручной сварки при номинальном токе каждого поста 315 А. Падающую вольт-амперную характеристику и регулирование сварочного тока на каждом посту обеспечивает балластный реостат. Выпрямитель ВДМ-1001. Предназначен для многопостовой ручной сварки и резки. Может обеспечить нормальную работу семи постов ручной сварки при номинальном токе поста 315 А. Общее устройство аналогично выпрямителю ВКСМ, отличается только внешним видом, значительно меньшими габаритами и массой. Блок вентилей состоит из двенадцати кремниевых вентилей, собранных по кольцевой схеме, в каждой фазе по два вентиля параллельно. Принципиальная электрическая схема выпрямителя изображена на рис. 2. Работает схема следующим образом: Включить автоматический выключатель А при отключенной нагрузке (холостой ход). Включение выпрямителя производится кнопкой П — «пуск». При этом срабатывают магнитный пускатель Ki и контактор силовой Кг, подключая к электрической сети электродвигатель вентилятора М и силовой трансформатор ТС. Для исключения ложных срабатываний максимальной защиты автомата 1 А в цепь первичной обмотки силового трансформатора ТС подключены добавочные резисторы R1—R2. В момент включения эти сопротивления контактами пускателя подключаются последовательно первичной обмотке, а затем отключаются (шунтируются) главными контактами силового контактора.
Рис. 2. Принципиальная электрическая схема выпрямителя ВДМ-1001: Кратковременное отключение выпрямителя без отключения автомата А производится кнопкой С — «стоп». Силовой трансформатор ТС защищен от перегрузок тепловыми реле, встроенными в силовой контактор Кг (магнитный пускатель). Аварийное отключение выпрямителя при коротких замыканиях в электрической схеме и пробое вентилей осуществляется автоматом А. Выпрямитель ВСУ-500. Является универсальным источником питания. Предназначен для однопостовой ручной сварки и резки, для механизированной сварки под слоем флюса и для механизированной сварки в среде защитных газов. Выпрямитель состоит из трехфазного трансформатора е неподвижными обмотками, дросселя насыщения, выпрямительного блока из селеновых элементов, пусковой и защитной аппаратуры. Сварочный ток при ручной сварке и напряжение при механизированной сварке регулируются изменением индуктивного сопротивления дросселя насыщения. Индуктивное сопротивление дросселя изменяется изменением тока подмагничивания его сердечннка. Выпрямитель ВДУ-504. Является универсальным. Предназначен для нескольких способов сварки. Для ручной сварки и сварки под слоем флюса выпрямитель имеет падающую внешнюю характеристику, для сварки в среде защитных газов — жесткую. Изменение формы внешних характеристик обеспечивается использованием тиристоров (управляемых вентилей) и специальной схемы управления ими. Выпрямитель состоит из трехфазного трансформатора с нормальным магнитным рассеянием, выпрямительного тиристорного блока, аппаратуры управления и защиты. При ручной сварке переключатель внешних характеристик устанавливают в положение «крутопадающие». Плавное регулирование сварочного тока производят потенциометром на лицевой панели. Сварочный ток можно регулировать с места и дистанционно, при помощи выносного пульта. ВДУМ-4Х401. Универсальный тиристорный выпрямитель. Предназначен для питания одновременно четырех сварочных постов ручной сварки и резки и при механизированной сварке в среде защитных газов. Сварочный ток каждого поста — до 400 А при коэффициенте одновременности включения постов — 0,7. Регулирование режимов на каждом посту — автономное. Реклама:Читать далее:Параллельная работа сварочных выпрямителейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|