|
|
Категория:
Производство древесных пластиков Пакеты, уложенные между металлическими прокладками, загружаются обычно механическим способом в промежутки пресса— этажи с последующей их центровкой. Центровка пакетов необходима для того, чтобы при клейке древеснослоистых пластиков при высоком удельном давлении не было перекосов плит пресса и неравномерного распределения давления по их площади. По этой же причине в каждый этаж загружаются пакеты одной толщины. Во избежание преждевременной полимеризации смолы в верхних слоях пакеты загружают в пресс при температуре плит пресса не более 40—50э. После центровки пакетов производится подъем плит и удельное давление доводится до 150—160 кг/см2 с одновременным нагревом плит пресса до температуры 145—150°. Продолжительность подъема давления и температуры до вышеуказанных величин не, должна превышать 30 мин. После достижения во всех плитах пресса температуры 140— 150° и удельного давления 150—160 кг/см2 начинается отсчет времени выдержки прессования. Время выдержки при рабочем режиме (температуре 140—150° и удельном давлении 150—160 кг/см2) устанавливается из расчета шнечной толщины плит: при толщине до 25 мм — 5 мин. на 1 мм толщины, выше 25 мм — 4 мин. на 1 мм толщины. За 10 мин. до окончания выдержки для пластиков толщиной до 25 мм и за 20 мин. для толщины более 25 мм паровой вентиль пресса закрывается, пар из плит выпускается и соответственно в течение 20 мин. производится воздушное охлаждение плит пресса. После истечения времени воздушного охлаждения производится водяное охлаждение плит пресса до температуры 40—50°. Постепенное охлаждение водой, необходимое для погашения внутренних напряжений в прессуемых пакетах, продолжается не менее 40 мин. для плит толщиной до 25 мм и 50 мин. для плит толщиной более 25 мм.
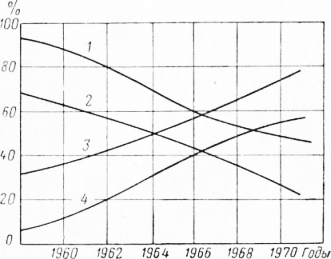
Рис. 1. Режимы прессования древеснослоистых пластиков
После достижения в плитах пресса температуры 40—50° дается дополнительное охлаждение водой из расчета 1 мин. на 1 мм толщины плит, после чего давление снижается, плиты пресса размыкаются и пресс выгружают. Один из режимов прессования приведен на рис. 1. Как видно из рис. 1, процесс пьезотермической обработки Древеснослоистых пластиков может быть разделен на три этапа — а, б и с, отражающих весь комплекс физико-химических изменении, происходящих в материале в зависимости от времени обработки. На первом этапе обработки а плиты пресса и пакеты древеснослоистых пластиков нагреваются до заданной температуры в геометрическом центре пакета. В период прогрева, когда температура в центре пакета достигает 60—80°, а удельное давление заданной величины, происходит пластификация древесины и пакет шпона уплотняется. Когда температура плит пресса достигает 145—150°, уплотнение шпона заканчивается, В этот же период с повышением температуры и удельного давления начинается конденсация смолы, находящейся в шпоне. Многочисленными опытами ЦНИИФМ установлено, что внешние слои шпона в пакете быстро прогреваются до температуры плит пресса, но в геометрическом центре пакета (в зависимости от его толщины) температура всегда ниже температуры плит пресса. Так, для толщины пакета 40 мм (в уплотненном виде) при температуре плит пресса 150° разница в нагреве наружных и средних слоев пакета составляет 15—20°. Отсчет режима пьезотермической обработки начинается с момента достижения температуры плит пресса 145 + 5°. К этому времени в центре пакета температура достигает 130°, т. е. такой температуры, при которой начинается довольно интенсивный процесс пьезотермической обработки. Кроме того, как видно из рис. 21, температура внутри пакета со временем асимптотически приближается к температуре плит пресса, а в процессе охлаждения плит пресса (с окончанием времени термической обработки) эта температура некоторое время превышает температуру плит, что вполне компенсирует разность их в начале отсчета режима. Таким образом, в период б происходит собственно пьезотер-мическая обработка древеснослоистых пластиков, сопровождающаяся, кроме того, процессом отверждения смолы и, следовательно, склеиванием уплотненного шпона. Третий этап- с — охлаждение материала. Этот процесс связан с необходимостью уменьшения напряжений в древеснослоистых пластиках, в противном случае при их выгрузке термические напряжения вследствие неравномерного охлаждения наружных поверхностей и центральной зоны плиг достигают такой величины, при которой в материале происходят деформации, приводящие к разрушению плит древеснослоистых пластиков. Реклама:Читать далее:Прессование листовых пластиковСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|