|
|
Категория:
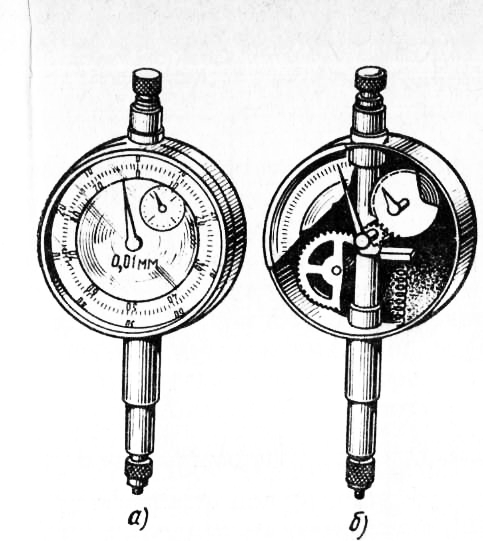
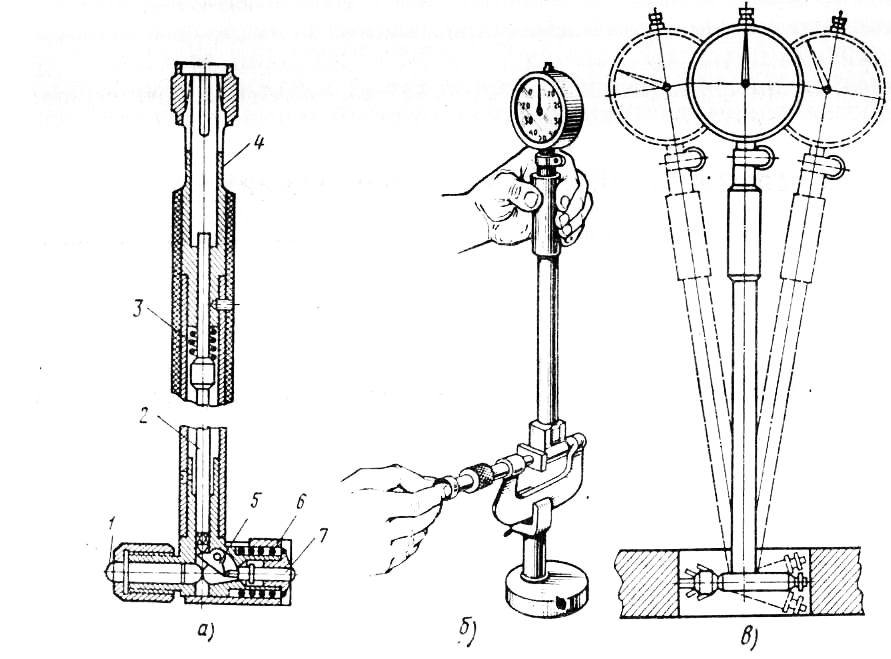
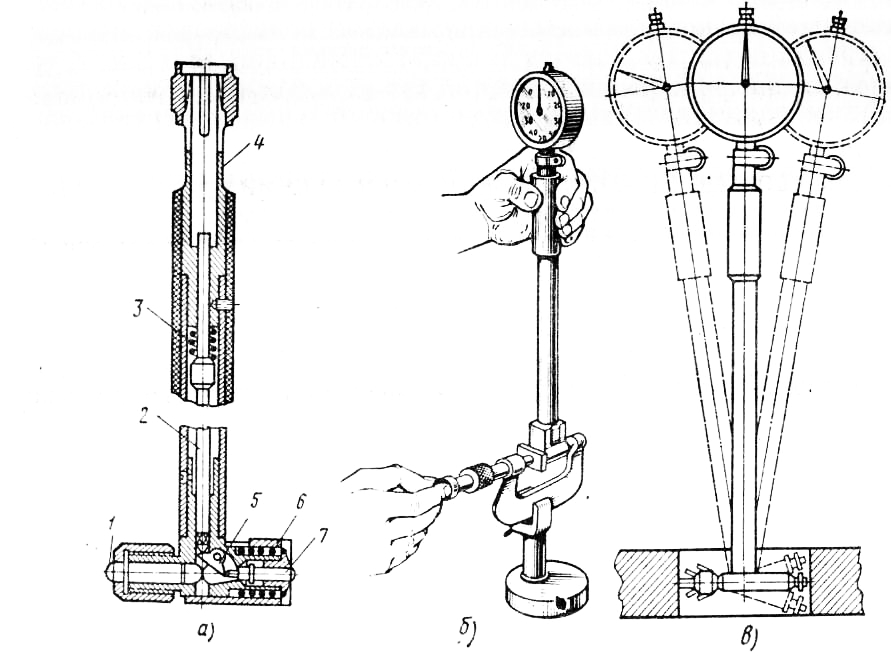
Кузнечные работы При относительных измерениях фиксируется не абсолютный размер детали, а лишь его отклонение от заданного значения. Широко применяются для таких измерений индикаторные приборы, а также калибры и шаблоны. Механизм рычажно-зубчатого индикатора (рис. 204) превращает поступательное перемещение измерительного стержня во вращательное движение стрелки, при этом точность отсчета составляет до 0,01 мм. При использовании индикатора (рис. 205) обязательно предварительное поджатие его механизма. Для этого подводят наконечник индикатора к измеряемой детали таким образом, чтобы его стрелка повернулась на один-два оборота, только при этих условиях показания индикатора будут правильными. С помощью индикатора можно проверять и внутренние размеры, для этого служат специальные нутромеры. Перед измерением нутромер с индикатором предварительно настраивают на номинальный размер и затем, покачивая его в отверстии, отмечают максимальное показание индикатора.
Рис. 1. Схема измерения отверстия нутромером: а — покачивание в поперечном направлении, б — покачивание в продольном направлении
Рис. 2. Рычажно-зубчатый индикатор:
Рис. 3. Установка индикатора при проверке
Рис. 4. Нутромер индикаторного типа:
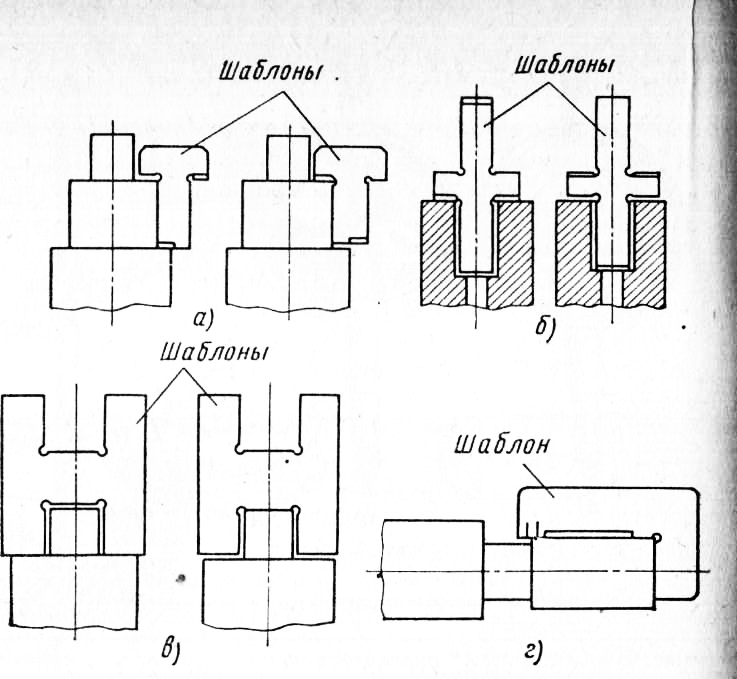
Рис. 5. Контроль размеров шаблонами: Другим видом инструмента для относительных измерений являются широко распространенные в промышленности калибры и шаблоны. С их помощью, строго говоря, не измеряют размер, а лишь устанавливают, укладывается ли он в то или иное поле допуска. При пользовании калибрами следует помнить, что во время измерения нельзя прикладывать больших усилий. Проходной калибр должен легко входить в отверстие, непроходной не должен «закусывать». Реклама:Читать далее:Основные методы проверки кузнечно-прессового оборудования на точностьСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|