|
|
Категория:
Разметка Выбор базы при разметке. Правильный выбор базы при разметке предопределяет качество разметки. Выбор разметочных баз зависит от конструктивных особенностей и технологии изготовления детали.
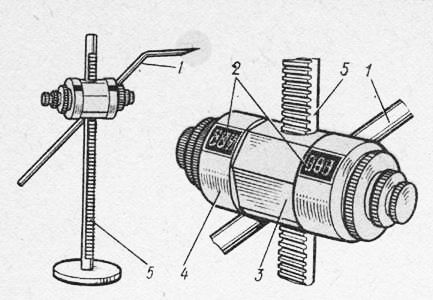
Рис. 1. Микрорейсмас с измерительными барабанами
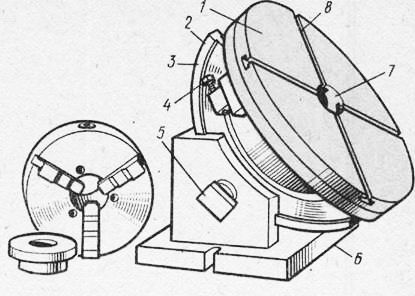
Базу выбирают, руководствуясь следующими правилами: После того как наметят базу, определяют порядок разметки, расположение и установку размечаемой детали на плите и выбирают необходимые разметочные инструменты и приспособления. Установка заготовки на разметочной плите. Перед установкой заготовки на разметочной плите те места заготовки, где будут наноситься разметочные риски, окрашивают мелом, краской, лаком или медным купоросом. При установке только первое положение заготовки на плите является независимым, а все остальные положения зависят от первого. Поэтому первое положение заготовки необходимо выбирать так, чтобы было удобно начать разметку от поверхности или центровой линии, принятой за базу. Заготовку устанавливают на плите не в произвольном положении, а таким образом, чтобы одна из главных ее осей была параллельна поверхности разметочной плиты. Таких осей на заготовке обычно бывает три: по длине, ширине и высоте. Детали больших размеров, которые нельзя переворачивать, размечают с помощью рейсмасов и разметочных угольников. Устанавливают рейсмас на разметочную плиту и, перемещая его, наносят разметочные линии. Нанесение разметочных линий. При пространственной разметке заготовок приходится наносить горизонтальные, вертикальные и наклонные риски. Эти наименования рисок сохраняются и после поворотов заготовки в процессе разметки. Если, например, риски при первоначальном сложении заготовки были проведены горизонтально, то хотя они после поворота заготовки на 90° стали вертикальными, чтобы не было путаницы, их продолжают называть горизонтальными. Кроме основных разметочных рисок параллельно им на расстоянии 5 — 7 мм проводят цветным карандашом контрольные риски, которые служат для проверки установки заготовки при дальнейшей обработке, а также для обработки в тех случаях, когда риска почему-либо исчезла. При разметке на плите горизонтальные риски прочерчивают рейсмасом, установленным на соответствующий размер. Рейсмас перемещают параллельно поверхности разметочной плиты, слегка прижимая его основанием к плите. При этом игла рейсмаса должна быть направлена наклонно к размечаемой поверхности в сторону движения под углом 75 — 80° Нажимают иглой на заготовку равномерно, Разметка вертикальных рисок может выполняться тремя способами: разметочным угольником, рейсмасом и поворотом заготовки на 90° , рейсмасом от разметочных ящиков без поворота заготовки. Наклонные линии наносят чертилкой путем поворота детали по угломеру, установленному на необходимый угол. Разметка с помощью делительных головок (поворотный разметочный стол конструкции С. В. Ласточкина). Круглый стол с Т-образными пазами для крепления заготовок имеет лимб на 360° . Не нем может быть установлен трехкулачковый патрон для центрирования и зажима цилиндрических заготовок. Угол наклона оси стола отсчитывают с помощью сектора 2 со шкалой 3 на 180° и нониуса, расположенного на скосе окна корпуса. На столе возможна разметка заготовок деталей различных форм. В этом случае трехкулачковый патрон снимают, а заготовку крепят специальными прихватами, установленными в Т-образные пазы. Для точной и быстрой установки углов через каждый градус в приспособлении предусмотрены специальные фиксаторы поворота относительно обеих осей вращения. Разметка цилиндрических деталей. Заготовку устанавливают на плиту на одной или двух призмах и проверягнт горизонтальность образующей цилиндрической поверхности относительно поверхности разметочной плиты. Короткие цилиндрические детали устанавливают на одной призме. Разметку шпоночной канавки на валике необходимо выполнять в таком порядке: изучить чертеж; проверить заготовку; зачистить размечаемые места на валике; окрасить медным купоросом торец валика и часть боковой поверхности, на которую будут наноситься риски; найти центр на торце с помощью центроискателя (или рейсмаса); установить валик на призму и проверить его горизонтальность; нанести на торец валика горизонтальную линию, проходящую через центр; повернуть валик на 90° и проверить вертикальность прочерченной линии по угольнику; нанести на торец рейсмасом горизонтальную линию; прочертить рейсмасом линию на боковой поверхности валика; прочертить две линии на боковой поверхности, соответствующие ширине шпоночной канавки, а на торце — на глубину канавки; повернуть валик шпоночными рисками вверх и прочертить на торце линию, указывающую глубину шпоночной канавки, накернить контуры шпоночной канавки. Разметка по образцу применяется в случае износа или поломки детали и при отсутствии чертежа для изготовления новой. В таких случаях образцом является изношенная или сломанная деталь. Если деталь плоская, то после тщательной очистки ее накладывают на заготовку и по ней обводкой наносят разметочные линии.
Рис. 2. Делительная головка
В тех случаях, когда наложить образец на заготовку нельзя, его устанавливают рядом и переносят все размеры с него на заготовку рейсмасом. При снятии размеров с образца следует учитывать износ образца (старой детали), а также проверить, не повреждена ли, не покороблена ли она, не отломаны ли выступы и т. д.
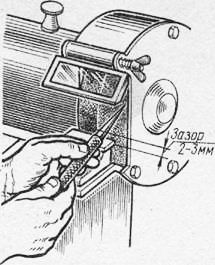
Рис. 4. Разметка контура шпоночной канавки:
а — общий вид установки, б — нанесение на торец раствора медного купороса; 1 — измерительная поверхность, 2 — блок плиток, 3 — измерительная ножка, 4 — зажимный винт, 5 — чертилка, 6 — микрометрический винт, 7 — призма
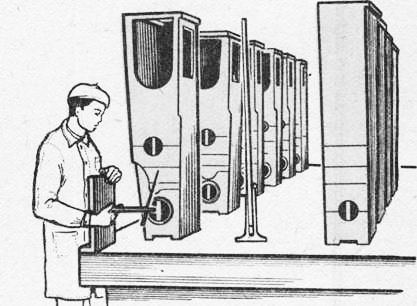
Рис. 5. Разметка партии деталей одним рейсмасом
Разметка по месту производится в тех случаях, когда по характеру соединений требуется собирать детали на месте. Для этого одну из деталей размечают, в ней сверлят отверстия; во второй детали отверстия сверлят после наложения на нее первой, которая является как бы шаблоном по отношению ко второй. Рациональные приемы разметки. При работе рейсмасом каждая установка чертилки по высоте требует большой затраты времени. При разметке партии одинаковых деталей пользуются несколькими рейсмасами, заранее установленными на определенный размер. Чертилки нужно установить в определенное положение только один раз, а затем последовательно переносить их на все размечаемые заготовки. Время от времени установку чертилки надо проверять. Если в распоряжении слесаря имеется только один рейсмас, то рекомендуется снача-ле перенести на все заготовки один установленный размер (рис. 305), затем второй, третий и т. д. Hoop дина тно -разме точные приспосо бле-ния. В основе этих приспособлений лежит метод координат, позволяющий одни геометрические элементы (например, размечаемый контур) определять относительно других (например, установочной базы детали) с помощью чисел. Эти приспособления универсальны, значительно ускоряют разметку, повышают ее точность и производительность труда. Координатно-разметочная машина модели ВЕ-ША предназначена для предварительного измерения и разметки корпусных деталей (отливок). При невысоких требованиях к точности машина может использоваться для измерения отклонений основных геометрических параметров (диаметров, межцентровых расстояний, углов, положений осей, параллельности, перпендикулярности и пр.) обработанных деталей. В комплект машины входит плоский поворотный стол, сводобно установленный на поверхности плиты. Подлежащая разметке или измерению деталь устанавливается на планшайбе поворотного стола и выставляется регулировкой домкратов и поворотом планшайбы. Перемещение горизонтальной каретки со стойкой и поворот планшайбы стола с деталью при измерении и разметке могут осуществляться вручную или с помощью электродвигателей. В наборе разметочно-измерительного инструмента имеются щупы со сферическими наконечниками, индикатор, специальные циркули, подпружиненные резцы с державками, позволяющие ощупывать и наносить линии или окружности на разных поверхностях отливок и готовых деталей. Машина снабжена цифропечатающим устройством и клавишной вычислительной машиной. На панелях устройств цифровой индикации предусмотрены измерения удвоенной величины перемещения (диаметра), установка начальных нулевых отсчетов в любом положении измерительных узлов, а также системы набора заданных базовых координат. Использование этих систем облегчает обработку результатов измерения, упрощает измерение диаметра и обеспечивает нахождение центра без сложных вычислений. Большинство видов разметки с успехом может выполняться на координатно-сверлиль-ных станках, несколько моделей которых созданы на базе обычных настольных сверлильных станков. Такие станки снабжены крестовыми суппортами с лимбами и нониусами, позволяющими передвигать стол на заданную величину в двух взаимно перпендикулярных направлениях, что необходимо при разметке в системе координат. Счетно-решающие устройства. При разметке приходится производить разнообразные математические подсчеты: вычислять длины хорд, соответствующих заданным центральным углам, делить окружности на разное число частей, решать прямоугольные треугольники, находить тригонометрические функции, определять координаты точек линии пересечения различных поверхностей и т. д. Применение счетно-решающих устройств повышает эффективность и качество работ. Координатно-разметочные приспособления и счетно-решающие устройства подробно описаны в специальной литературе. Брак при разметке. Наиболее частым видом брака при пространственной разметке является неточность ее, вызываемая: Реклама:Читать далее:Сущность процесса шабрения и шаберыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|