|
|
Категория:
Столярное дело Основная задача при работе ручным инструментом для профильного строгания — не исказить вырабатываемый профиль, сделать его по всей длине детали точным, гладким, без задиров и отщепов. Лезвия железок у большинства инструментов для профильного строгания расположены во всю ширину подошвы. Колодки на подошве не имеют по бокам щечек, которые в обычных рубанках при строгании подпирают с боков лезвия волокна древесины и тем предупреждают их отщепы и задиры. В особенности трудно избежать отщепов и задиров на кромках пазов.
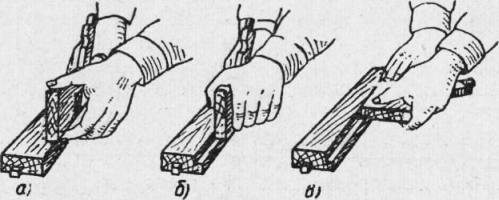
Рис. 1. Работа зензубелем:
а — в начале выборки фальца; б — госле образования бортика фальца высотой 3 — 4 мм; в — при зачистке фальца
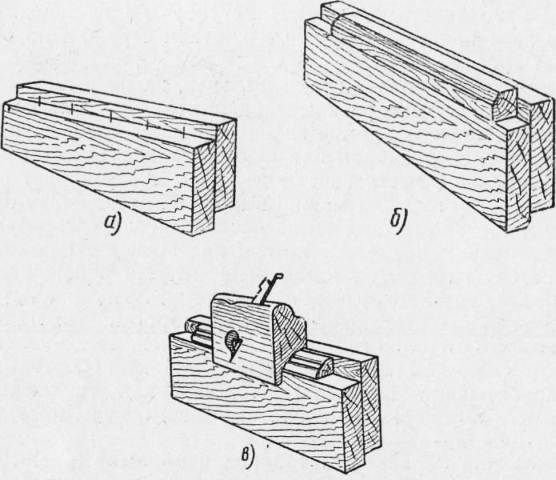
Поэтому приемы работы инструментом для выработки профилей несколько отличные от приемов строгания рубанком и фуганком. При работе зензубелем на детали размечают ширину и глубину фальца. Зензубель берут четырьмя пальцами левой руки под подошву впереди железки так, чтобы ногти пальцев скользили по обрабатываемой кромке и удерживали инструмент на расстоянии 2 — 3 мм от риски. Такой припуск оставляют для зачистки фальца. Большим пальцем левой руки обхватывают колодку зензубеля сверху (рис. 1, а). Правой рукой зензубель держат так же, как шерхебель или рубанок. Верхние стружки на глубину фальца 3 — 4 мм сострагивают осторожно, чтобы не перейти за риску и не получить больших отщепов на кромке фальца. Когда получится борт фальца высотой в 3 — 4 мм, зензубель начинают держать, как показано на рис. 1,б и работать на полный размах рук. При этом следят, чтобы зензубель не выхолил из фальца и не переходил за риску глубины. Зачищают фалец так, как показано на рис. 1, в. Фальцгобель при работе держат так же, как шерхебель или рубанок. Разметку на детали не делают, так как размеры фальца определены ограничителями. Шпунтубель держат правой рукой за колодку сверху, а левой за направляющую планку. Нажим больше делают на колодку. На направляющую планку нажимают левой рукой несколько наискось по отношению к обрабатываемой кромке (в сторону кромки и вперед). Разметку на детали не делают, так как размеры паза и расстояние его от ребра кромки устанавливают при наладке шпунтубеля и закрепляют гайками и контргайками на винтах. Правильность наладки шпунтубеля на размер и расположение паза проверяют пробным снятием стружки на обрабатываемой кромке. Для получения более чистых фальцев, пазов и калевок производят разметку и по рискам делают подрезку стамеской. При выработке на кромке калевки сначала сострагивают рубанком фаску, по размерам близкую к калевке, а потом на этой фаске отборником выстрагивают калевку. Это ускоряет работу, так как лезвие у рубанка можно выпустить за подошву больше, чем у калевки; кроме того, такая последовательность выработки позволяет меньше затуплять лезвие калевочной железки, затачивать которую гораздо труднее, чем железку рубаночную. Обкладка, раскладка, штабики, калевки представляют собой тонкие детали значительной длины. При строгании их на верстаке с зажимом в клинках они выгибаются, выскакивают из клинков и даже ломаются. Поэтому обкладку и бортовые штабики обрабатывают на цулаге так же, как тонкие планки, а штабики и калевки, имеющие более сложный профиль, чем обкладка, — на шаблонах. Шаблон для обработки штабиков и калевок (рис. 2) состоит из двух досок, выстроганных под линейку, в угол и в размер, склеенных пластями так, что кромками своими они образуют четверть. Ширина и глубина четверти одинаковы с шириной и толщиной калевок и штабиков, которые будут вырабатывать на этом шаблоне. В дно четверти на расстоянии 100 — 150 мм один от другого вбивают тонкие гвоздики с откушенными головками. Вбивают гвоздики тупыми концами так, чтобы острые верхние концы выступали над плоскостью дна четверти миллиметров на 5 — 6 и были перпендикулярны к плоскости дна. На эти гвоздики насаживают брусочки, заготовленные для выработки калевок или штабиков. Для этого по брусочку, уложенному в четверть на шпильки, слегка ударяют сверху киянкой. Укладывают брусочки плотно к борту и ко дну четверти. Уложенный брусочек сначала строгают рубанком, чтобы придать его лицевым сторонам форму, близкую форме калевки или штабика (рис. 2, б), а потом дострагивают его штабгобелем или калевкой до придания ему требуемой формы (рис. 2, в). С правой стороны колодки во всю ее длину прикрепляют брусочек на расстоянии от подошвы, равном высоте калевки или штабика. Это ограничитель глубины строгания. Когда этот ограничитель при строгании опустится на верхнюю кромку шаблона, снятие стружки прекратится. Это значит, что обработка штабика или калевки закончена. Заготовками для выработки калевок и штабиков служат длинные тонкие бруски, остроганные с двух сторон под линейку и в угол. Такие бруски также трудно выстрогать на верстаке с зажимом в клинках. При заготовке таких брусков поступают следующим образом. Выстрагивают на верстаке с зажимом в клинках брусок в два раза толще, чем требуемые штабики или калевки, с припуском 10 мм по толщине и ширине на пропилы и обработку. Выстрагивают брусок под линейку, в угол и в размер. Потом этот брусок распиливают вдоль крест-накрест. Получается четыре одинаково обработанных тонких бруска, которые требуются для выработки на шаблоне калевок или штабиков.
Рис. 2. Шаблон для выстрагивания лицевых сторон штабиков и калевок:
а — общий вид шаблона; б — брусок, уложенный на шаблон и предварительно обработанный рубанком; в — обработка бруска калевкой
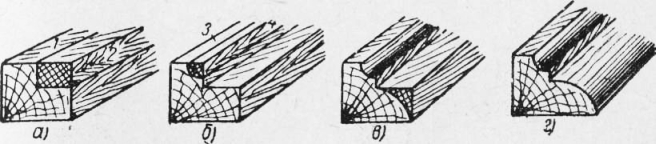
Карнизные бруски толще штабиков и калевок; их можно обрабатывать на верстаке с зажимом в клинках. Но они обычно имеют сложный профиль, который вручную трудно выработать сразу одним инструментом. Обработку их часто производят в несколько приемов и разным инструментом. На рис. 3 показано изготовление карнизного бруска при помощи зензубеля, галтели, рубанка и напильника. На бруске прямоугольного сечения, выстроганном для карниза, рейсмусом прочерчивают риски 1 и 2; на обоих торцах по угольнику проводят от этих рисок две другие пересекающиеся риски. Часть бруска, ограниченную рисками, выстрагивают зензубелем (на рисунке заштриховано). Потом от верхнего ребра выбранного фальца на одинаковом расстоянии от него прочерчивают риски 3 и 4, сострагивают ребро на фаску до рисок рубанком и на образовавшейся фаске выбирают галтель во всю ширину фаски. Нижнюю сторону фальца скругляют сначала рубанком, а потом напильником. Лицевые стороны карнизного бруска шлифуют шкуркой вдоль волокон.
Рис. 3. Изготовление карнизного бруска:
а — выборка фальца зензубелем; б — снятие ребра на фаску рубанком и выборка по фаске галтели; в — скругление нижней стороны фальца при помощи рубанка и напильника; г — готовый карнизный брусок
Реклама:Читать далее:Режущий инструмент для профильного строгания (фрезерования) на станкахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|