|
|
Категория:
Резание металла Далее: Приемы пригонки и припасовки Всякая подготовка к распиливанию начинается с разметки и накернивания разметочных рисок, сверления отверстий по разметочным рискам и вырубания пройм под распиливание отверстий в заготовке. Рассмотрим наиболее часто встречающиеся в практике слесарных работ случаи распиливания отверстий.
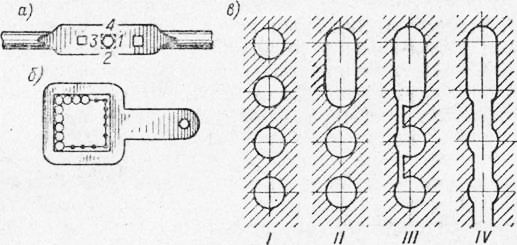
Рис. 1. Подготовка заготовок к распиливанию отверстий:
а — воротка; б — ранки; в — последовательность удаления перемычек в пройме
Распиливание квадратного отверстия производят в заготовках воротков и других деталей. Разметив отверстия для сверления под распиливание (рис. 158, а), выбирают сверло, диаметр которого на 0,5 мм меньше стороны квадрата, и производят сверление. Затем в просверленном отверстии квадратным напильником надпиливают четыре угла, не доходя 0,5— 0,6 мм до разметочных рисок, после чего продолжают распиливание отверстия по размерам головки (квадрата) метчика или развертки. Подгонку отверстия по головке квадрата производят в такой последовательности: вначале припиливают стороны 1 и 3 так, чтобы головка метчика или развертки входила в отверстие только концами на глубину 2—3 мм, а затем припиливают стороны 2 и 4. Дальнейшую подгонку ведут последовательной обработкой до тех пор, пока квадратная головка легко и без качания не войдет а отверстие. Если пройма невелика, ограничиваются сверлением одного отверстия (рис. 1,а). При распиливании больших пройм заготовку обсверливают по контуру (рис. 1,6). Если же пройма имеет продолговатую форму, сверлят два или несколько отзерстий в один ряд (рис. 1, в); так, в частности, поступают при распиливании отверстий в молотках и др. Вырубание пройм производят зубилом, крейцмейсе-лем, просечками, комбинированным способом и продав-ливанием. Рубить зубилом или крейцмейселем нужно на 0,5— 0,6 мм выше разметочной риски. Оставшийся припуск снимают напильником в процессе распиливания отверстия. При комбинированном способе получения пройм поступают так: вначале прорубают одну-две перемычки (рис. 1, в, позиция II), затем оставшиеся перемычки прорезают ножовкой (рис. 1,в, позиции III—IV). Распиливан и е гаечных ключей под головки болтов широко распространено в практике слесарной обработки. Ключ под квадратные головки болтов резцедержателя токарного станка имеет на одном конце открытый зев, а на другом — квадратное отверстие размером 14×14 мм. Разметив проймы и просверлив отверстие диаметром 13—13,5 мм, приступают к распиливанию. Вначале распиливают открытый зев, обеспечивая перпендикулярность стенок проймы к плоскости головки ключа, а также прямолинейность и параллельность элементов проймы между собой. Проверку правильности распиливания ведут с помощью выработок на просвет (рис. 2,а, б, в).Затем распиливают закрытую пройму ключа под квадратную головку болта. При распиливании небольших отверстий может оказаться, что в пройму войдет только часть напильника. В этом случае движения напильника должны быть короткими и плавными. По мере расширения распиливаемого отверстия длина .хода напильника увеличивается, затем его перемещение в отверстии становится свободным, и распиливание”‘проходит вполне нормально. Шестигранные проймы следует распиливать по возможности плоскими напильниками. Это ускоряет процесс обработки и создает условия для увеличения ширины распиливаемой плоскости и получения прямолинейной поверхности. Распиливание отверстий по вкладышам во многом сходно с распиливанием по разметке; разница заключается лишь в том, что проверка проймы производится вкладышем на просвет.
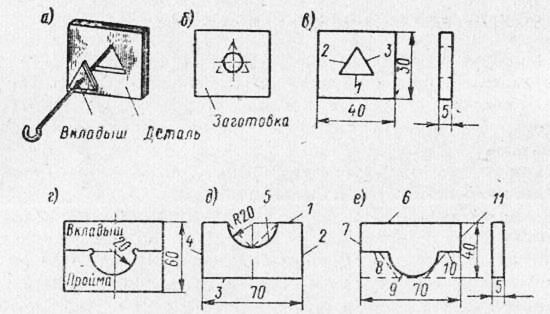
Рис. 2. Распиливание и припасовка:
а, б и в—трехгранного отверстии; г, д и е—пройми и вкладыша
Распиливание, например, трехгранного отверстия в заготовке шаблона следует выполнять в такой последовательности При пригонке нужно следить за тем, чтобы вкладыш входил в пройму свободно, без перекоса и качания. Зазор между сторонами шаблона и вкладыша при проверке щупом должен быть одинаковым. Следует помнить, что в любой пригонке скользящих деталей наиболее существенным препятствием являются острые ребра, углы и заусенцы припиливаемых поверхностей. Поэтому их нужно осторожно снимать, подправлять и сглаживать личным напильником, чтобы пригоняемые детали входили одна в другую свободно, без качания. Реклама:Читать далее:Приемы пригонки и припасовкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|