|
|
Категория:
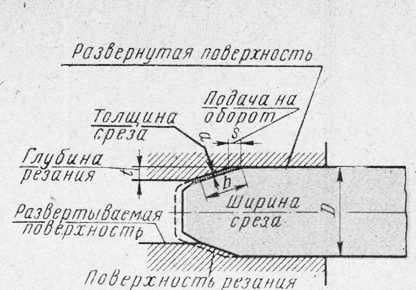
Зенкерование и развертывание Развертыванию всегда предшествует сверление или зенкерование отверстий. Размер сверла или зенкера, которым отверстие обрабатывалось перед развертыванием, выбирают с таким расчетом, чтобы на черновое развертывание оставался припуск 0,25 — 0,50 мм и на чистовое 0,05 — 0,015 мм. Глубина резания определяется толщиной срезаемого слоя, составляющей здесь половину припуска на диаметр. Величина подачи и скорости резания при развертывании оказывают существенное влияние на шероховатость поверхности отверстия. Чем выше требования к качеству поверхности, тем меньше должны быть скорости резания и подачи. При этом нужно иметь в виду, что для отверстий диаметром не более 25 мм оставляют припуск под черновое развертывание 0,1—0,15 мм, под чистовое 0,05 —0,02 мм. Отверстия диаметром меньше 25 мм следует обрабатывать сначала черновой разверткой, затем чистовой. Отверстия диаметром свыше 25 мм обрабатывают предварительно зенкером, затем черновой и чистовой развертками.
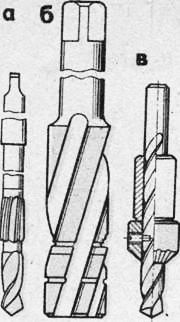
Рис. 1. Комбинированные инструменты:
а — сверло-развертка, б — зенкер-раз-вертка, в — сверло-зенковка
Рис. 2. Элементы резания при развертывании
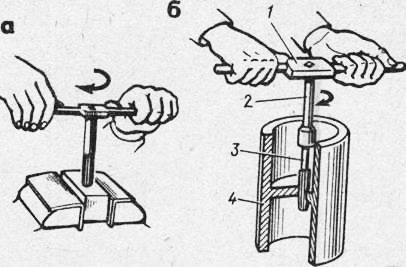
Рис. 3. Развертывание:
а — установка развертки и воротка, б — развертка с удлинителем
Для развертывания деталь надежно закрепляют в тисках. Крупные детали не закрепляют. Значительное влияние на шероховатость и точность развертывания оказывают смазка и охлаждение. При отсутствии охлаждения и смазки происходит разбивка отверстия (оно получается неровным, шероховатым) и, кроме того, возникает опасность защемления и поломки развертки. Поэтому при развертывании применяют смазочно-охлаждающие жидкости. Ручное развертывание. Приступая к развертыванию, прежде всего следует: Для развертывания отверстий в труднодоступных местах детали 4 применяют специальные удлинители (рис. 3, б), надевающиеся на квадрат хвостовика развертки, а на квадрат хвостовика удлинителя установить вороток.
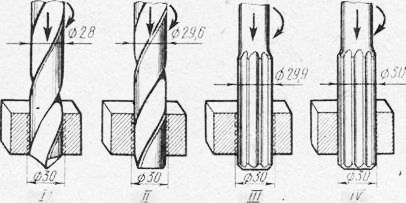
Рис. 4. Последовательность обработки отверстий
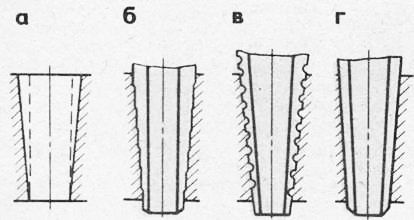
Рис. 5. Обработка конических отверстий:
а — деталь с коническим отверстием, б — обработка отверстия ступенчатым зенкером, в — развертывание разверткой со стружколомными канавками, г — развертывание конической разверткой с гладкими режущими лезвиями
На рис. 4 показана последовательность обработки отверстия диаметром 30 мм в стальной детали по 6 —7-му квалитетам; Обработка конических отверстий. При обработке конических отверстий с большой конусностью применяют комплект из трех инструментов. Вначале обрабатывают отверстие ступенчатым зенкером, затем применяют развертку со стружколомными канавками и далее коническую развертку с гладкими режущими лезвиями. Машинное развертывание производят так же, как и сверление, т. е. развертка закрепляется с помощью патрона или переходных втулок в конусе шпинделя станка. При этом наряду с прочным закреплением развертки следует обеспечить совпадение осей шпинделя и развертки. Безопасность труда при развертывании, зенкеровании и зенковании та же, что и при сверлении. Реклама:Читать далее:Понятие о резьбе и образование винтовой линииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|