|
|
Категория:
Технология кислородной резки Кислородную резку применяют не только для получения заготовок из листа, но и из профильного проката и труб. После того как будет прорезана одна полка, резак разворачивают и устанавливают перпендикулярно второй полке. При подходе резака к вертикальной стойке балки скорость резки следует уменьшить, чтобы полностью прорезать стойку. При резке швеллера резак можно располагать как со стороны внутренней, так и наружной поверхности швеллера. Заготовку из стали квадратного сечения начинают резать с угла (рис. 1, а). После нагрева угла до температуры воспламенения головку резака переводят в вертикальное положение и начинают резку. В конце резки, чтобы в первую очередь прорезать нижний угол, резак наклоняют на 5—10° в сторону, противоположную направлению резки. Процесс резки круглой заготовки понятен из рис. 1, б. При перемещении резака расстояние между концом мундштука и по-верхностью разрезаемой заготовки следует выдерживать постоянным.
Рис. 1. Приемы резки прутков различного профиля:
а — квадратного, б — круглого, в — безостановочная резка нескольких прутков; 1—6 — последовательность резки
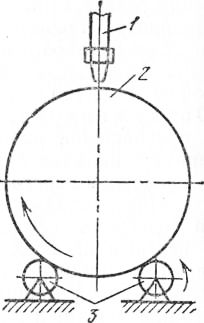
Рис. 2. Схема роликового стенда для резки труб:
1 — резак, 2 — труба, 3 — опорные ролики
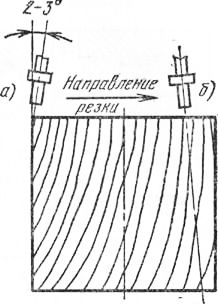
Повысить производительность резки прутков можно, применяя безостановочный процесс (рис. 1, в). В местах перехода на каждый последующий пруток следует наклонять резак в сторону, обратную направлению резки. Резку труб приходится выполнять, особенно в монтажных условиях, во всех положениях; при этом качество резки получается различное. Желательно для резки труб, главным образом больших диаметров, применять роликовые стенды (рис. 3) с приводными или неприводными роликами. Большую роль играет качество резки при подготовке торца трубы под сварку; в этих случаях надо применять разметку, используя для этого ленту из тонкого гибкого материала (жесть, картон и др.). Лентой обертывают трубу и по ее краю мелом наносят линию резки. Для заготовки большого количества одинаковых деталей применяют пакетную резку, сущность которой заключается в том, что несколько листов собирают в пакет, зажимают по контуру струбцинами и производят резку этого пакета за один проход резака. Пакетной резке поддаются углеродистые стали с содержанием углерода до 0,4% и низколегированные с содержанием углерода до 0,25%. Резка стали большой толщины (более 300 мм) выполняется специальными резаками на пониженном давлении кислорода. В начале резки резак устанавливается с небольшим наклоном (2—3°), как показано на рис. 86. Скорость перемещения резака должна быть достаточной для прогревания нижних слоев металла, иначе процесс резки может прекратиться. Слишком большая скорость может привести к непрорезу. После того как резак пройдет довольно большой путь по верхней плоскости металла, начнется сквозное прорезание. В конце резки необходимо несколько наклонить резак в сторону, обратную направлению его движения, чтобы сначала прорезать нижнюю часть заготовки. Чтобы увеличить длину подогревающего пламени, его устанавливают с некоторым избытком ацетилена.
Рис. 3. Положения мундштука при резке стали большой толщины:
а — в начале резки, б — в конце резки
Реклама:Читать далее:Деформации при кислородной резкеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|