|
|
Категория:
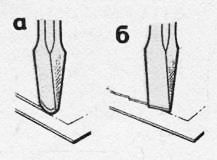
Рубка металла Далее: Механизация рубки металла Работа зубилом вручную требует выполнения основных правил рубки и соответствующей тренировки. Разрубание металла. При разрубании металла зубило устанавливают вертикально и рубку ведут плечевым ударом. Листовой металл толщиной до 2 мм разрубают с одного удара, поэтому под него подкладывают подкладку из мягкой стали. Листовой металл толщиной более 2 мм или полосовой материал надрубают примерно на половину толщины с обеих сторон, а затем ломают, перегибая его поочередно в одну и другую сторону, или отбивают. Вырубание заготовок из листового металла. После разметки контура изготовляемой детали заготовку кладут на плиту и производят вырубку (не по линии разметки, а отступив от нее 2 — 3 мм — припуск на опиливание) в такой последовательности: При рубке зубилом с закругленным лезвием канавка образуется ровная; при рубке зубилом с прямым лезвием — ступенчатая.
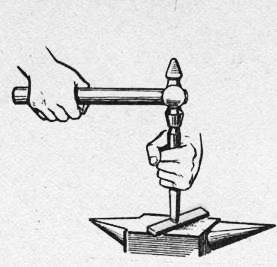
Рис. 1. Рубка полосы на наковальне
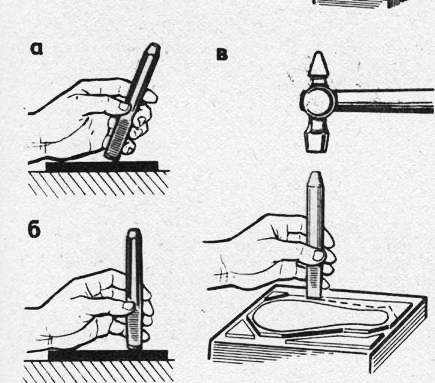
Рис. 2. Установка зубила при рубке листового металла:
а — начало установки (наклонно), б — конец установки (вертикально) в — прорубание по контуру
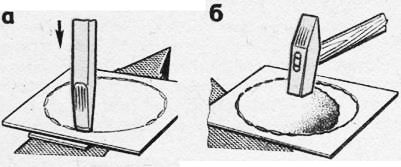
Рис. 3. Вырубание контура заготовок из листового металла:
а — надрубание диска круга, б — выбивание надрубленного диска молотком
Рис. 4. Лезвие зубила:
а — закругленное, б — прямое
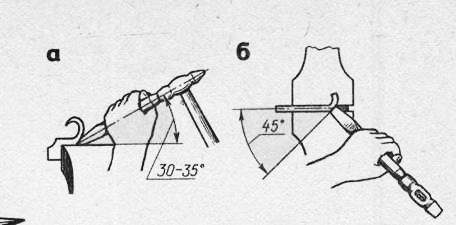
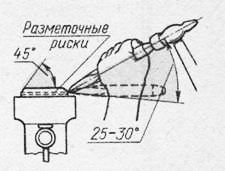
Рубку металла листового, полосового, а также обработку “широких поверхностей выполняют в тисках. Рубку листового материала, как правило, ведут только по уровню губок тисков. Заготовку (изделие) крепко зажимают в тисках так, чтобы разметочная линия совпала с уровнем губок. Зубило устанавливают к краю заготовки так, чтобы режущая кромка лежала на поверхности двух губок, а середина режущей кромки соприкасалась с обрубаемым материалом на % ее длины. Угол наклона зубила к обрабатываемой поверхности должен составлять 30—35° , а по отношению к оси губок тисков — 45°. Лезвие зубила при этом идет наискось относительно губок тисков и стружка слегка завивается. После снятия первого слоя металла заготовку переставляют выше губок тисков на 1,5 — 2 мм и срубают следующий слой и т. д. Рубка по разметочным рискам является более трудной операцией. На заготовку предварительно наносят риски на расстоянии 1,5 — 2 мм одна от другой, а на торцах делают скосы (фаски под углом 45°), которые облегчают установку зубила и предупреждают откалывание края при рубке хрупких материалов. Заготовку зажимают в тисках так, чтобы были видны разметочные риски. Рубят строго по разметочным рискам. Первый удар наносят при горизонтальном положении зубила, дальнейшую рубку выполняют при наклоне зубила на 25 — 30°. Толщина последнего чистового слоя должна быть не более 0,5 — 0,7 мм. Рубка широких поверхностей является трудоемкой и малопроизводительной операцией, применяемой при невозможности снять слой металла на строгальном или фрезерном станке. Работу осуществляют в три приема. Предварительно на двух противоположных торцах заготовки срубают немного металла, делая фаски (скосы) под углом 30 — 45°, а на двух противоположных боковых торцах наносят риски, отмечающие глубину каждого прохода. Затем по широкой поверхности заготовки наносят параллельные риски, расстояние между которыми равно ширине режущей кромки крейцмейселя, и заготовку зажимают в тисках. Затем крейцмейселем предварительно прорубают узкие канавки, а потом зубилом срубают оставшиеся между канавками выступ. После срубания выступов выполняют окончательную обработку. Такой способ (предварительное прорубание канавок на широких деталях) значительно облегчает и ускоряет рубку. На заготовках из чугуна, бронзы и других хрупких металлов во избежание откалывания краев делают фаски на расстоянии 0,5 мм от разметочной риски.
Рис. 5. Рубка листового материала в тисках:
а — угол наклона зубила к обрабатываемой поверхности, б — наклон зубила по отношению к оси губок
Рис. 6. Рубка по разметочным рискам
Вырубание криволинейных смазочных канавок и пазов производят следующим образом. Сначала на поверхность заготовки наносят риски, затем крейцмейселем за один проход прорубают канавки глубиной 1,5 — 2 мм. Образованные после рубки неровности устраняют канавочником, придавая канавкам одинаковую ширину и глубину по всей длине заготовки. Глубину канавок проверяют шаблоном. При рубке цветных сплавов рекомендуется режущую часть зубила слегка смачивать мыльной водой или протирать промасленной тряпкой, а при рубке алюминия — скипидаром. Это способствует увеличению стойкости режущей части зубила до очередной переточки. Реклама:Читать далее:Механизация рубки металлаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|