|
|
Категория:
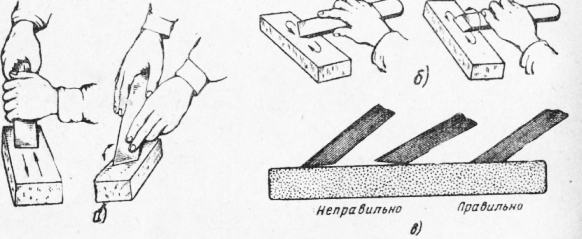
Столярные работы Далее: Электрифицированные рубанки Перед началом строгания ручным инструментом необходимо осмотреть обрабатываемую деталь, определить направление волокон и годовых слоев, а также лицевую сторону. Чтобы избежать задира волокон, строгать следует всегда по слою, т. е. по направлению волокон; поверхность получается более гладкой и легче работать. Материал закрепляют на верстаке гребенками или в тисках так, чтобы он плотно прилегал к верстаку. Нужно проверить правильность наладки инструмента. Для этого подошву струга просматривают на свет: лезвие правильно установленной железки должно казаться тонкой ровной нитью. Стоять следует вполоборота к верстаку, корпус немного наклонить вперед, левую ногу выдвинуть вперед, параллельно верстаку, а правую поставить так, чтобы угол между ступнями ног был 70—80°. Инструмент нужно держать крепко и уверенно правой рукой под хвостовой частью железки, а левой — за рог. Строгать следует движением рук, на полный размах, по прямой линии, с равномерным нажимом на инструмент, корпус должен оставаться малоподвижным. Важно следить за тем, чтобы не «заваливать» концы обрабатываемой детали. Для этого в начале строгания левой рукой надо нажимать больше на переднюю часть колодки, затем обеими руками одинаково, а в конце строгания перенести нажим правой руки на задний конец колодки. Когда нужно отвести инструмент назад, его задний конец следует немного приподнять, чтобы не зашлифовать лезвия. Сначала с заготовки начерно снимают древесину шерхебелем, которым легко и быстро можно сострогать много древесины. Строгают шерхебелем обычно под острым углом к направлению волокон, так как при строгании вдоль волокон легко перестрогать материал за пределы разметки, а при строгании поперек волокон получаются на кромке отщепы. После строгания шерхебелем поверхность выравнивают одинарным рубанком. Затем на глаз угольником или линейкой проверяют правильность полученной поверхности. При проверке двумя брусками их ставят на поверхности параллельно на некотором расстоянии один от другого. Затем смотрят на бруски против света. Если поверхность острогана правильно, грани брусков сольются в одну линию, если же нет, грани брусков не сольются и будут видны пересекающимися линиями. Прямоугольность пласти и кромки проверяют угольником.
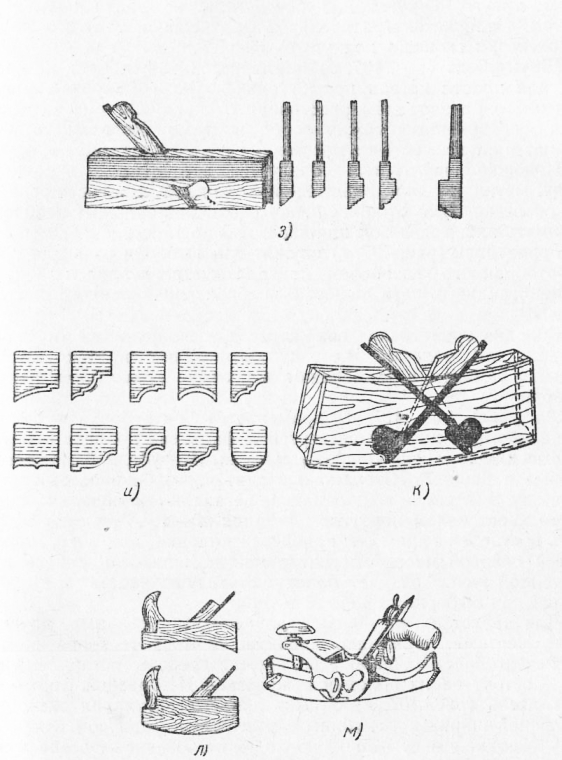
Рис. 1. Проверка строганой поверхности: Правильность фугования проверяют также, прикладывая детали друг к другу профушванными плоскостями, просветов между ними не должно быть. Короткие доски и бруски окончательно зачищают рубанком или полуфуганком с двойными железками. Бруски прямоугольного сечения строгают последовательно со всех четырех сторон под линейку, в угол и в размер. Сначала строгают ту пласть бруска, которая будет лицевой. Потом поворачивают брусок соседней стороной и, выстрогав ее, проверяют по угольнику правильность полученного угла с первой стороной. Третью и четвертую стороны строгают в размер. Для этого рейсмусом отмечают линию, чтобы получить брусок требуемой толщины. Острогав третью сторону, рейсмусом отмечают ширину бруска, проводя риски на первой и третьей остроганных сторонах. На двух ребрах выстроганного бруска должны оставаться следы рисок (половина черты). При строгании фуганком нужно стремиться провести его в один прием по всей длине острагиваемой поверхности, не прерывая стружки. При фуговании длинных детален работающий должен переходить вперед вдоль обрабатываемого материала. После каждого перехода, прежде чем продвинуть фуганок вперед, его следует немного отвести назад. Фугование следующего участка детали надо начинать с предыдущего. Доски, идущие на склеивание, лучше фуговать попарно, а тонкие доски — даже по три. Для поддержания длинных досок пользуются стойкой (поддержкой). Строгание зензубелем, фальцгобелем, грунтубелем, отборка калевкой и выборка паза шпунтубелем показаны на рис. 3.
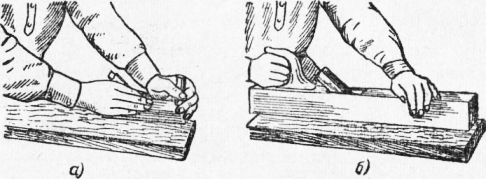
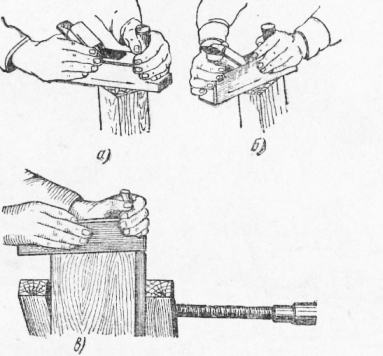
Рис. 2. Приемы строгания При работе зензубелем на деталях вначале размечают ширину и глубину фальца. Затем для первоначального строгания зензубель берут четырьмя пальцами левой руки слегка под подошву впереди железки, чтобы ногти пальцев скользили по обрабатываемой кромке бруска, а большой палец левой руки опирался на колодку зензубеля сверху. Правой рукой держат его так же, как и рубанок. Удерживают инструмент на расстоянии 2—3 мм от риски, оставляя такой припуск для зачистки фальца. Верхнюю стружку на глубину фальца 3—4 мм осторожно сострагивают, чтобы не перейти за риску и не получить больших отщепов на кромке фальца. После получения борта фальца высотой 3—4 мм колодку зензубеля берут так, чтобы большой палец левой руки охватил верхнюю часть ее, а остальные пальцы руки упирались в боковую часть колодки. Затем начинают строгать на полный размах рук. Во время строгания надо следить, чтобы зензубель не выходил из фальца и не переходил за риску глубины. После этого зачищают фальцы, охватив ладонью левой руки всю верхнюю часть колодки, а пальцы правой руки опирают на боковую часть ее. Фальцгобель при строгании держат так же, как шерхебель или рубанок. Разметку не делают, так как размеры фальца определены ограничителем. При выработке на кромке калевки для ускорения работы рекомендуется сначала сострогать рубанком фаску, по размерам близкую к калевке, а потом по этой же фаске отборником выстрогать калевку. При ручной обработке брусков калевку отбирают после разметки, долбления, запиливания шипов и проушин.
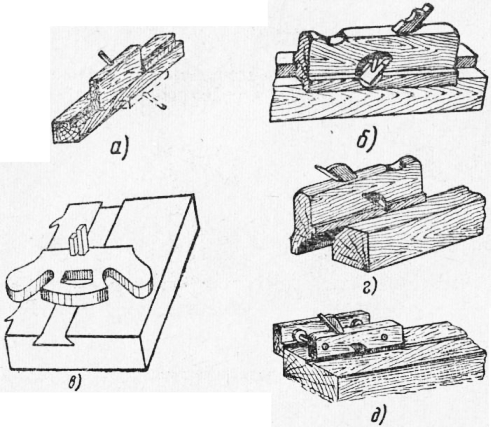
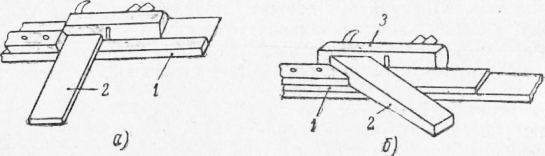
Рис. 3. Приемы фигурного строгания: При строгании шпунтубелем колодку прижимают ограничителем к кромке бруска или доски, сохраняя ее вертикальное положение. Шпунтубель держат правой рукой за колодку сверху, а левой за направляющую планку. Фасонные детали следует изготовлять после того, как выполнены все предварительные операции — строгание, разметка, выдалбливание гнезд и высверливание отверстий. Только шипы за-резают после изготовления криволинейного профиля. Чтобы ускорить и облегчить работу по строганию брусков нужных размеров, пользуются СгУслом. Торцы брусков во избежание 0ткалывания крайних волокон страгивают сначала с одного края торца до середины от себя, а затем с другого на себя или при помощи вспомогательного бруска.
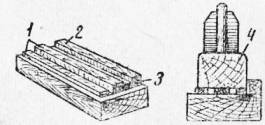
Рис. 4. Стусло для направления брусков при строгании: Мелкие бруски можно торцевать при помощи приспособления—донца. На донце застрагивают торцы под прямым углом и полуторцы под углом 45°. Для застрагивания полуторцов применяют также винтовое стусло.
Рис. 5. Застрагивание торца: Очень удобно донце с вкладным угольником, так как оно приспособлено для застрагивания торцов и полуторцов. На донце с упором под прямым углом можно производить фугование тонких дощечек и строганой фанеры.
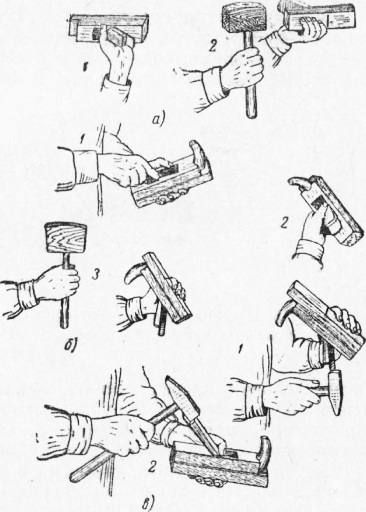
Рис. 6. Строгание при помощи донца: Наладка рубанков. Чтобы наладить рубанок,его надо разобрать, заточить и выправить железку, а затем правильно собрать. Разбирают рубанок так: придерживая железку в летке большим пальцем, ударяют киянкой по хвостовой части колодки, после чего железка и клин легко вынимаются. При сборке рубанка прежде всего надо вставить в леток железку, потом клин и слегка ударить киянкой по переднему торцу колодки. Железку закрепляют клином, слегка ударяя по нему молотком. Клин должен быть плотно подогнан и наглухо прижат к железке.
Рис. 7. Наладка рубанка: В одинарных рубанках железка должна устанавливаться Передней гранью к строгаемой плоскости под углом 45—48°, з Двойных — под углом 52°, а в цинубелях — под углом 85°. Задний угол должен быть в пределах 15—25°, в зависимости от Переднего угла и угла заострения резца. В деревянных оправках не допускаются трещины, защепы, шероховатости. Правильность выпуска резца проверяют на глаз, поднимая рубанок подошвой вверх, передней частью к себе. Лезвие на колодке должно выступать из подошвы на 0,2 — 0,3 мм и казаться ниткой, только у шерхебеля можно выпускать лезвие железки до 3 мм. Железка должна быть выпущена из колодки без перекоса. Железку фуганка выколачивают легкими ударами молотка по кнопке, находящейся в передней части колодки. Затачивают железки на круглых точилах, на брусках и оселках. Камни для заточки бывают природные и искусственные. Природные камни представляют собой обыкновенный песчаник, а искусственные —это наждачные, содержащие в себе зерна абразива, которые имеют большую твердость и острые грани.
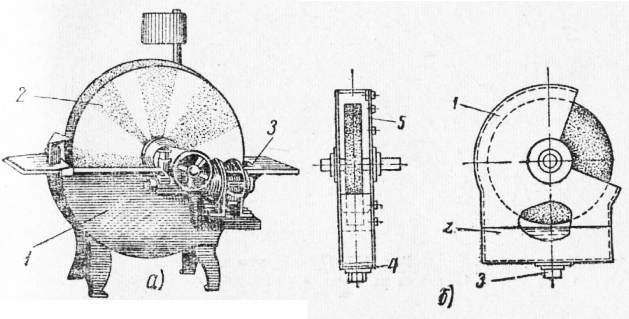
Рис. 8. Проверка наладки рубанка: В зависимости от величины зерен точильные камни бывают крупнозернистые и мелкозернистые. Крупнозернистые применя-ют для предварительной заточки или обдирки железок, а также в том случае, когда необходимо сточить значительный слой металла. Строгальные железки, долота, стамески и другой режущий инструмент рекомендуется точить на природных камнях. Круглый точильный камень укрепляют на валу над деревянным или чугунным корытом. Диаметр камня около 50 см. Он должен быть хорошо закреплен на валу натяжными шайбами с болтами. Между шайбами и камнем прокладывают войлок, резину или картон. Вал приводится во вращение ножным кривошипом или электродвигателем. Для увлажнения камня в корыто наливают воду. Лучше подавать воду сверху камня через краник, тогда камень не находится все время в воде и не размягчается. Размягченный камень быстро изнашивается, изменяя свою первоначальную форму, в результате чего нарушается равно-мерная заточка инструмента. Во время заточки на точильных кругах лезвие железки надо всей поверхностью плотно, но не сильно прижимать к точилу и равномерно водить им из стороны в сторону поперек камня. Железку при заточке следует все время держать под постоянным углом к точилу. Железку у режущей кромки прижимают к кругу пальцем левой руки. Точило вращают против лезвия. При заточке на быстровращающихся точилах надо работать в предохранительных очках, не превышать указанного на ярлыке числа оборотов, рекомендуемого для точильного круга. Для заточки применяется также приспособление, состоящее из чугунной рамы, в которой на винте укрепляется железка. Снизу к раме приделана вилка, в которой вращается стальной ролик. Железку устанавливают так, чтобы ее фаска прилегала к точилу всей своей поверхностью. Во время вращения точильного круга фаска затачивается.
Рис. 9. Заточка резцоя на точиле: а — круглый точильный камень: При затачивании инструментов на наждачных точилах образуется много абразивной и металлической пыли. Для удаления ее из-под наждачного камня необходимо на каждом точиле устанавливать отсасывающий вентилятор с пылеуловителем. Конструктор Тбилисского станкозавода Паравян предложил специальный пылеуловитель в виде металлической камеры, наполненной водой. Кожух наглухо соединяется с камерой. Воду заливают в камеру непосредственно через кожух. Для спуска загрязненной воды в донышке камеры имеется пробка с резиновой прокладкой. Боковой лист кожуха присоединен к камере болтами с водонепроницаемой прокладкой. Под Действием центробежной силы абразивная и металлическая пыль оседает на поверхности воды. Воду в камере периодически меняют. Такая водяная камера значительно улучшает условия труда. На мокром точиле железку затачивают до тех пор, пока на противоположной стороне фаски не образуются заусенцы. При правильном и хорошем затачивании железки заусенцы должны быть совсем незначительными и выступать тонкими, ровными волосками. Крупные заусенцы образуются при сильном нажиме железки на точильный камень. Их удаляют вдавливанием лезвия железки в гладко выстроганный торец деревянного бруска твердой породы. Железки затачивают и на бруске. В этом случае надо сохранять постоянный наклон лезвия к бруску и производить равномерные прямолинейные или круговые движения. Во время заточки инструмента бруски необходимо смачивать водой.
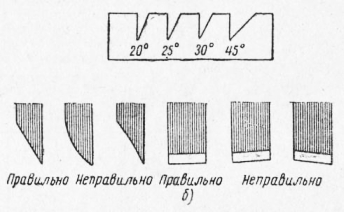
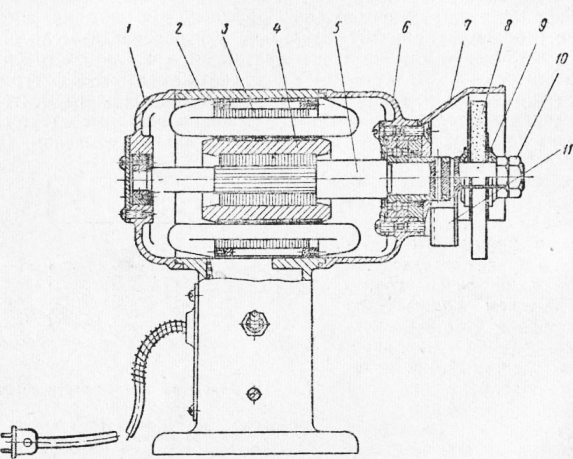
Рис. 10. Приемы заточки: После заточки инструмент правят на оселке. Лезвие на оселке обычно правят круговыми движениями, но можно править движением оселка по фаске, при этом железка должна быть неподвижна. Оселок необходимо слегка смачивать водой или маслом. На сухом оселке править не следует, ,) так как железка нагревается и ее закалка отпускается. После правки рекомендуется острием лезвия железки с нажимом провести по твердой древесине или по сучку, а затем снова сделать доводку на оселке. Этим устраняется получившаяся при заточке ослабленная часть острия железки, так называемое ложное жало, которое вызывает затупление лезвия в самом начале работы инструмента. Оселок хранят в футляре. Угол заточки проверяют шаблоном, а правильность заточки лезвия — угольником или линейкой. Правильно и неправильно заточенные фаски показаны на рис. 11, б. Лезвие режущего инструмента должно быть острым, с хорошо отшлифованными фасками. Угол заострения в железках (ножах) рубанков должен составляться около 30°. Ширина фаски затачиваемого резца должна быть одинаковой по всей ширине затачиваемого инструмента. Железки инструментов для профильного строгания, имеющие небольшую кривизну (например, у шерхебеля, галтели, штампа), затачивают так же, как и прямые на краю плоского бруска или оселка. Железки, имеющие сильно выгнутые фигурные лезвия (например, у калевок и других фигурных инструментов), затачивают фигурными камнями или напильниками соответствующего профиля и правят наждачным порошком с маслом. Для этого отрезок твердой древесины соответствующего профиля кладут сначала в масло, а затем в наждачный порошок и правят им фаску. Тонкий резец точить легче, чем толстый из материала того же качества. Резец наварной, т. е. железный, на котором наварена полоска стали, образующая рабочую часть (режущую или ударную), затачивается легче и не так сильно крошится при ударах, как цельностальной. Особенно это относится к стамескам, долотам и железкам строгальных инструментов, которые требуют частой заточки. Электроточило БЭТ-1, полустационарное, настольное, предназначено для заточки столярных и плотничных инструментов малых размеров. Оно приводится в действие встроенным в него электродвигателем трехфазного тока, в однофазную сеть переменного тока включается через конденсаторы, смонтированные в нижней части корпуса. Короткозамкнутый ротор электродвигателя вращается в двух шарикоподшипниках и имеет удлиненный вал. На выступающем конце вала устанавливается абразивный круг, который крепится гайками и закры-вается кожухом. Статор электродвигателя помещен в алюминиевом корпусе и закрыт с двух сторон щитами. К правому щиту крепится подручник, который служит опорой при заточке инструмента. В основании корпуса имеются четыре отверстия для кРепления электроточила к столу. Включение и выключение Эдектроточила производится рукояткой выключателя, помещенного в нижней части корпуса. Ток подводится к выключателю двужильным шнуром со штепсельной вилкой.
Рис. 11. Проверка правильности заточки железки: Своевременная и тщательная подготовка инструмента к работе является одним из основных условий, обеспечивающих производительную и качественную работу столяра.
Рис. 12. Электроточило БЭТ-1: Твердость и износоустойчивость резца является основным условием его пригодности к работе. Твердость резца определяют по следующему признаку. Если тусклое пятно, образующееся на поверхности инструмента при дыхании на него, быстро исчезает, значит качество инструмента хорошее. Строгальный инструмент нужно класть на верстак боком колодки, лезвием от себя, его не следует ставить на подошву, так как можно затупить лезвие железки и испортить верстак. При заточке на точиле и бруске нельзя держать пальцы близко к затачиваемой кромке и допускать соприкосновения их с точильным кругом или бруском, иначе можно повредить пальцы. При заточке на наждачном круге необходимо установить защитный экран. Реклама:Читать далее:Электрифицированные рубанкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|