|
|
Категория:
Токарное дело Предварительные замечания. Форма и размеры деталей машин, обрабатываемых на металлорежущих станках, в частности, токарных, а также требований, предъявляемые к этим деталям, весьма разнообразны. Тем не менее, рассматривая эти детали с различных точек зрения, можно разделить их на сравнительно небольшое количество классов, групп и т. д. В простейшем случае можно все детали разбить на классы или группы по материалу, из которого они должны быть изготовлены, и по их весу. Это дает возможность быстро и точно составлять перечень и количество материалов, необходимых для их изготовления. Можно все детали разбить на классы или группы по общности вопросов, возникающих при их обработке, или по признаку применяемого при этом оборудования. Разбивка деталей на классы по общности их. обработки или по видам оборудования, используемого при обработке, обеспечивает возможность составления такого технологического процесса, такой подготовки станков для его выполнения, а также производства в целом, при которых изготовление детали осуществляется наиболее рационально и экономично. Одно из решений этой задачи, известное под названием «групповой метод обработки деталей», разработано канд, техн, наук С. П. Митрофановым. Сущность метода групповой обработки машин. Сущность метода состоит в следующем. Все детали разбиваются на классы по признаку оборудования обеспечивающего наиболее рациональное изготовление деталей либо полностью, либо по определенным технологическим операциям. Например, создаются классы деталей, обрабатываемых на токарных, револьверных, фрезерных и других станках.
Рис. 1. Некоторые группы деталей, обрабатываемых на токарных станках
В пределах каждого класса детали разбиваются на группы с учетом формы деталей, т. е. общности элементов, образующих ее конфигурацию; общности поверхностей, подлежащих обработке; общности построения технологического процесса изготовления этих деталей.
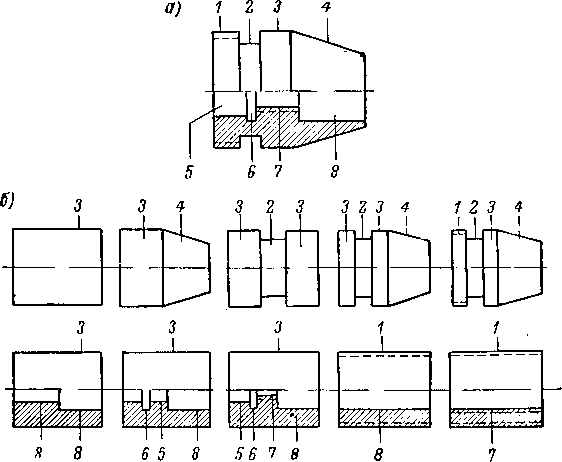
Рис. 2. Комплексная (я) и другие (б) детали группы
Обработка деталей одной группы должна производиться на однородном оборудовании, с применением групповой настройки и характерных для данной группы приспособлений и инструментов. В качестве примера на рис. 1. приведены четыре группы деталей, обрабатываемых на токарных станках. Для составления технологического процесса обработки деталей принятых групп, называемого групповым, в каждой группе выделяется характерная для нее деталь, называемая комплексной Эта деталь состоит из ряда простых поверхностей наружных и внутренних цилиндрических, конических, наружных и внутренних канавок, резьбовых поверхностей и т. п. У остальных деталей имеются лишь некоторые из этих поверхностей. Таким образом, комплексная деталь является наиболее сложной в данной группе. На рис. 2 показан ряд деталей, причем одинаковые (по своему виду) поверхности этих деталей обозначены одними и теми же цифрами 1 — наружная резьба, 2 — наружная канавка, 3 — цилиндрическая наружная поверхность, 4 — коническая наружная поверхность, 5 — поверхность с уступами внутренняя, 6 — внутренняя канавка, 7 — внутренняя резьба, 8 — цилиндрическая внутренняя и две торцовые поверхности — левая и правая. У детали показанной на фиг 270, а, встречаются все перечисленные поверхности, поэтому она является комплексной для всех деталей, приведенных на рис. 2, б. Для комплексной детали составляется типовой технологический процесс, предусматривающий возможность уменьшения количества операций и переходов (а иногда и увеличения, если возникает необходимость обработки, не предусмотренной комплексной деталью) с использованием общих приспособлений и инструментов Все детали данной группы обрабатываются на одном или нескольких станках настроенных для выполнения отдельных операций в соответствии с групповым технологическим процессом и оснащенных приспособлениями и инструментами, допускающими быструю переналадку. Если для обработки какой-либо детали все инструменты не нужны, используются лишь те, которые необходимы. В отдельных случаях возможна замена одного инструмента другим. В условиях групповой обработки деталей применяются станки, хорошо оснащенные многорезцовыми головками, многоместными державками для закрепления режущих инструментов в пиноли задней бабки, продольным и поперечным упорами, рассмотренными в предыдущей главе. Как показывает опыт работы ряда ленинградских заводов, применение метода групповой обработки деталей позволяет широко использовать групповые настройки станков, обеспечивающие значительное повышение производительности (в ряде случаев до 20 — 30%). Реклама:Читать далее:Основные направления модернизации токарных станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|