|
|
Категория:
Пайка при индукционном нагреве Изготовление биметаллических втулок для подшипников скольжения и других целей при помощи центробежной заливки при индукционном нагреве является разновидностью наплавки одного металла на другой. В простейшем случае при этом процессе заготовка втулки, подлежащая заливке, закрепляется на вращающемся шпинделе. Она изготовляется из стали или иного металла в виде пустотелого цилиндра или стакана с буртиком. После закрепления и устранения биения внутрь втулки закладываются кусочки бронзы в количестве, требуемом для получения заданного слоя, и порция флюса, после чего отверстие закрывается картонной или бумажной заглушкой, обеспечивающей невозможность выбрасывания кусочков бронзы в начале вращения втулки, до того момента, когда она полностью наберет обороты и кусочки и флюсы будут прижаты центробежной силой к стенкам стакана. В качестве флюса используется бура, которая присаживается в количестве, равном 1,0—1,5% от веса наплавляемого металла. Подготовленная таким образом втулка вносится в цилиндрический индуктор. Индукторы для нагрева втулок могут быть одновитко-вого и многовиткового исполнения. С воляющее сообщать втулке в процессе наплавки кроме вращательного еще и возвратно-поступательное движение, при котором все участки втулки последовательно нагревались бы до нужной температуры. Иногда более выгодно производить одновременный нагрев всей втулки в многовитковом индукторе (рис. 1). В том случае, если устройство для вращения втулки недостаточно совершенно и трудно избежать биения и вибрации в процессе заливки, следует втулки закрывать с торцов стальными крышками, имеющими отверстия для выхода газов, могущих появиться в процессе нагрева. Крышки закрепляются стяжками или привариваются.
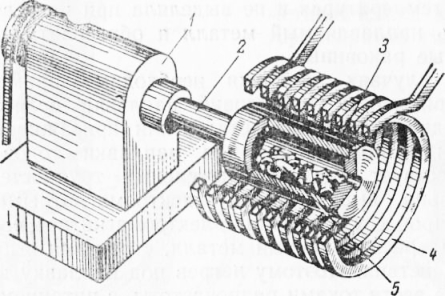
Рис. 1. Схема центробежной заливки биметаллических втулок:
1 — устройство для вращения втулки; 2 — шпиндель; 3 — наплавляемая втулка; 4 — индуктор; 5— куски наплавляемого металла
В случае заливки втулок с открытым торцом судить о состоянии металла, его расплавлении и ходе наплавки можно визуально, наблюдая через отверстие, после того как картонная пробка сгорит. При заваренной или закрытой втулке процесс следует вести по заданному времени и мощности, установленным на основании экспериментальных данных. При заливке втулок баббитом или иным легкоплавким сплавом втулки с крышками могут быть сборными, с использованием в качестве уплотнения листового и шнурового асбеста. При центробежной заливке втулок с индукционным нагревом в качестве наплавляемого металла может быть использована стружка и отходы баббита и бронзы. Перед наплавкой втулки должны быть очищены с внутренней стороны от окалины и грязи. Для центробежной заливки свинцовистой бронзой вкладышей тракторного двигателя в Румынской Народной Республике при помощи НИИ ТВЧ был разработан и внедрен в производство автомат производительностью до 100 втулок в час. В качестве заготовки втулки использовались мерные отрезки трубы, которые после заполнения бронзой и флюсами закрывались крышками, скрепленными стяжными болтами. Необходимая скорость вращения при центробежной заливке зависит от диаметра втулки, наплавляемого металла и скорости цагрева. Вращение прекращается после охлаждения втулки до температуры затвердевания наплавляемого металла. Для устранения прилипания металла к крышкам применяется специальная графитовая обмазка. Реклама:Читать далее:Сравнение технико-экономических показателей клепаных и сварных соединенийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|