|
|
Категория:
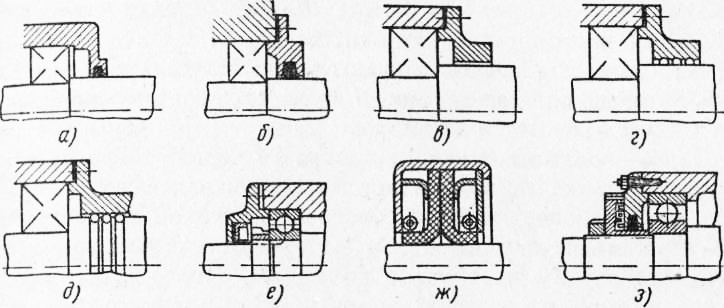
Слесарно-механосборочные работы Далее: Направляющие и компенсаторы Широко применяют следующие уплотняющие устройства для подшипниковых сборочных единиц: фетровые (войлочные) уплотнения, кольцевые зазоры, уплотнения манжетного и лабиринтного типа. Фетровые уплотнения предназначены для защиты подшипников, работающих в условиях малой запыленности при окружной скорости вала в месте касания с фетровым кольцом не более 4 — 5 м/с. Перед сборкой фетровые кольца пропитывают техническим жиром. Кольцевые зазоры и проточки препятствуют проникновению в корпус подшипника посторонних веществ. Малый кольцевой зазор между валом и крышкой корпуса заполняют консистентной смазкой.
Рис. 1. Уплотняющие устройства подшипников:
а — фетровое (войлочное) однорядное уплотнение, 6 — уплотнение, установленное в съемной крышке, в — уплотнение с малым кольцевым зазором, г, д — с масляными канавками, е — уплотнение манжетного типа, ж — манжетное уплотнение с пружиной, з — уплотнение с лабиринтами
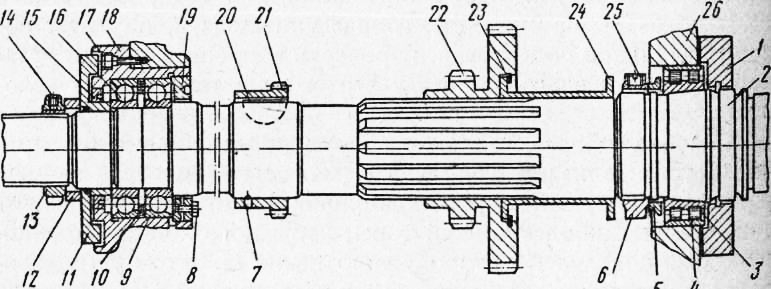
В уплотнениях манжетного типа в качестве уплотняющего элемента используют кожаные, резиновые, пластмассовые и другие манжеты. Контакт уплотняющего элемента с валом осуществляется либо с помощью упругих сил манжеты, либо с помощью кольцевой пружины, которая прижимает манжету к вращающемуся валу. Подобные манжетные уплотнения надежно работают в самых тяжелых условиях и при любых смазках (консистентных и жидких). В тяжелых условиях эксплуатации подшипников надежно работают уплотнения лабиринтного типа. Уплотняющее действие лабиринтного устройства основано на создании малого зазора сложной извилистой формы между вращающимися и неподвижными деталями сборочной единицы. Сборка и регулирование опор шпинделя токарного станка 1К62 показаны на рис. 2. К сборке шпинделя приступают после тщательной подготовки и проверки всех соединений и деталей шпинделя на соответствие чертежам и техническим условиям. Сначала собирают заднюю опору шпинделя. В корпус втулки устанавливают уплотнение (манжет) и вслед за ним радиально-упорный шарикоподшипник. Его устанавливают так, чтобы наиболее тонкий торец наружного кольца подшипника был направлен в сторону уплотнения. Затем устанавливают промежуточное кольцо и подшипник, у которого тонкий торец наружного кольца должен быть обращен в противоположную сторону от кольца. Подшипники закрепляют гайкой и стопорят гайку винтом. На шпиндель устанавливают роликоподшипник и кольцо. Затем навинчивают гайку до легкого соприкосновения ее с кольцом и стопорят винтом. Далее вводят шпиндель в корпус через отверстие в его передней стенке, несколько продвигают и надевают на шпиндель двухвенцовое зубчатое колесо с втулкой, закрепленной пружинным кольцом. Затем в пазу шпинделя устанавливают шпонку и зубчатое колесо. После этого вводят конец шпинделя в заднюю опору и устанавливают переднюю опору в отверстие корпуса. При этом несколько сдвигают наружное кольцо подшипника в сторону корпуса и при окончательной установке шпинделя это кольцо устанавливают так, чтобы оно расположилось на уровне внутреннего кольца подшипника. Винтом крепят заднюю опору шпинделя, затем устанавливают кольца, навинчивают гайку и затягивают ключом до тех пор, пока шпиндель не станет на свое место, что определяют по усилию затягивания и по вращению шпинделя. Установив сборочную единицу, окончательно монтируют колесо на шпинделе и завинчивают стопор. Заканчивают сборку креплением фланца. После сборки регулируют опоры шпинделя. Начинают регулирование с задней опоры. Отвинтив немного гайку, проворачивают шпиндель, чтобы внутренние кольца подшипников заняли правильное положение (шпиндель должен вращаться легко). После этого завинчивают стопорный винт. Переднюю опору регулируют завинчиванием гайки. Внутреннее кольцо подшипника надвигается на конус шейки шпинделя. Кольцо при этом несколько увеличивается по диаметру и благодаря этому уменьшается радиальный зазор.
Рис. 2. Шпиндель токарного станка в сборе
Гайку нельзя затягивать слишком сильно, так как внутреннее кольцо может раздаться настолько, что произойдет защемление роликов. Поэтому регулирование выполняют осторожно, проверяя шпиндель на легкость вращения. После регулирования опор шпинделя проверяют зазоры. Осевой зазор проверяют специальным приспособлением. Реклама:Читать далее:Направляющие и компенсаторыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|