|
|
Категория:
Сварка металлов Применение стыковой контактной сварки минимальных сечений начинается с проволоки стальной и из цветных металлов меди, алюминия и пр. Такая сварка широко используется, например, на проволочных, кабельных, электротехнических и прочих заводах. Примером машин для сварки проволоки может служить стыковая машина МС-0,75 мощностью 0,75 ква для сварки проволоки диаметром 0,4—1,2 мм, с усилием осадки до 3 кг, машина небольшой мощности, типа МСР-25, мощностью 25 ква, для сварки стержней низкоуглеродистой стали сечением до 300 ммг; она имеет ручной привод осадки и зажатия свариваемых стержней (рис. 1).
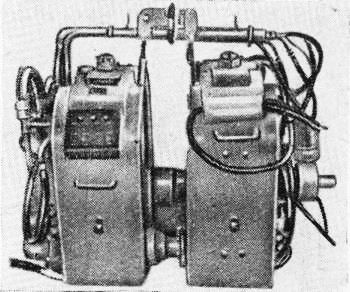
Рис. 1. Контактная стыковая машина МСР-25:
Осадочные пружины, которые можно отрегулировать на определенное давление, заводятся рычагом осадки, при освобождении подвижной плиты пружины создают постоянное осадочное давление и в конце осадки выключают ток. Машины средней мощности 60—150 ква для сечений 500—2500 мм2 с усилием осадки 3000— 6000 кГ имеют механизированный привод и используются для сварки стержней, полос, трубок и пр. Можно отметить, например, сварку арматурных стержней железобетона на строительстве, что позволяет использовать арматурное железо практически полностью, без отходов. В больших объемах применяется стыковая сварка колец, ободьев всевозможных колес — велосипедных, мотоциклетных, автомобильных, для сельхозмашин и пр. Интересно устроены полностью автоматизированные машины для производства цепей различных размеров; они заваривают стыки отдельных звеньев, производя 200—300 сварок в час для звеньев средних размеров, d — 15 20мм. Большое значение имеет стыковая сварка заготовок составного металлорежущего инструмента: резцов, сверл, метчиков и т. п. Рабочую часть инструмента изготовляют из быстрорежущей стали, а хвостовик — из дешевой углеродистой стали. Этот процесс значительно уменьшает расход дефицитной инструментальной стали и дает ежегодно многомиллионную экономию без снижения качества инструмента. В больших количествах сваривают стыки труб разных диаметров, от нескольких миллиметров до десятков сантиметров. Большое значение имеет сварка стыков змеевиков паровых котлов высокого давления силовых электростанций из труб небольших диаметров. Стыки труб диаметром 50—500 мм сваривают при прокладке различных трубопроводов. Весьма интересна контактная сварка стыков железнодорожных рельсов. Стык является слабым местом рельсового пути, он увеличивает износ рельсов и подвижного состава. Устранение или хотя бы значительное уменьшение числа стыков в рельсовом пути является крупной народнохозяйственной проблемой, наиболее успешно решаемой сваркой рельсового стыка. Возможна частичная сварка рельсов в более длинные плети, например 50 м; бесстыковой путь возможен и на протяжении несколько сотен метров. Для получения рельсового стыка применяют дуговую, газопрессовую, термитную сварку, но для крупных работ, связанных с реконструкцией основных путей значительной протяженности в нашей стране наиболее совершенной оказалась контактная сварка (рис. 2).
Рис. 2. Контактная стыковая рельсосварочная машина
Реклама:Читать далее:Машины для точечной контактной сваркиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|