|
|
Категория:
Пайка при индукционном нагреве Металлы или сплавы, которые при пайке служат для соединения спаиваемых частей изделий, называют припоями. Принято разделять припои по их механическим свойствам на две группы: мягкие — слабые и твердые — крепкие. Припои первой группы являются легкоплавкими, припои второй группы — тугоплавкими.
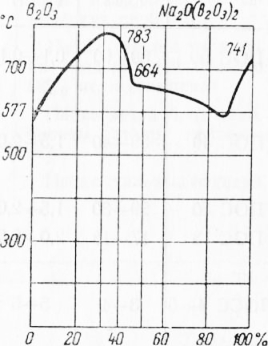
Рис. 1. Диаграмма состояния системы бура — борная кислота
Мягкие припои представляют собой сплавы легкоплавких металлов: олова, свинца, кадмия, висмута, сурьмы и др. Они имеют низкую температуру плавления (ниже 400 °С) и при пайке дают соединения малой механической прочности (предел прочности на растяжение обычно не выше 5—7 кг/мм2). Твердые припои в основном делятся на следующие разновидности: медноцинковые (латуни), серебряные и меднофосфористые. В качестве твердого припоя часто используется также техническая медь марки Ml. Медь в расплавленном состоянии обладает хорошей жидкотекучестью, хорошо проникает в капилляры шва и дает прочное соединение. Твердые припои плавятся при более высоких температурах (выше 500 °С) и обеспечивают высокую прочность соединения (предел прочности на растяжение достигает 50 кг/мм2). Содержание цинка в медноцинковом припое определяет его температуру плавления и механические свойства. С увеличением содержания цинка снижается температура плавления припоя, и он становится хрупким. Поэтому медноцинковые сплавы, содержащие более 36% цинка, в качестве припоев не используются. Медноцинковые припои обладают хорошими механическими и технологическими свойствами. Добавка в медноцинковые припои небольшого количества кремния снижает угар цинка при пайке, раскисляет припой и уменьшает пористость шва. Добавка олова снижает температуру плавления припоя, улучшает жидкотекучесть, но несколько повышает хрупкость. Высокое качество пайки получается при применении серебряных припоев, содержащих серебро, медь и цинк. Их достоинства — относительно низкая температура плавления, хорошие смачивающие свойства, высокая прочность, пластичность и электропроводность — позволяют применять серебряные припои – для пайки латунных, бронзовых и стальных деталей, а также узлов, спаиваемых из деталей разных металлов и сплавов. Особенно широко ими пользуются в радиопромышленности, где требуются плотные и прочные соединения деталей из цветных металлов, обладающие хорошей электропроводностью. Пайка узлов серебряными припоями требует меньшего времени и энергии на нагрев, повышает производительность труда, уменьшает поводку и коробление за счет применения более низких температур, уменьшает затраты на отделочные операции. Несмотря на такие ценные технологические свойства сплавов серебра, использовать их в качестве припоя следует только в исключительных случаях и только там, где они не могут быть заменены более дешевыми и менее дефицитными припоями. Примесь железа придает серебряным припоям хрупкость. Заслуживают внимания меднофосфористые припои, которыми можно хорошо паять медь и медные сплавы. При пайке ими активная роль принадлежит фосфору. Фосфор при нагреве окисляется за счет окислов меди и ее сплавов, образуя легкоплавкие соединения, которые легко всплывают, после чего припой попадает на очищенную поверхность. Фосфор меднофосфористоп припоя при пайке меди иногда заменяет флюс. В ряде случаев меднофосфористые припои могут заменить дефицитные серебряные. Это может иметь место, когда пайке подлежат медные или латунные детали, не испытывающие при работе изгибающих усилий, вибраций или ударов, так как меднофосфористые припои имеют низкие пластические свойства. Паять меднофосфористыми припоями черные металлы нельзя из-за плохой смачиваемости ими поверхностей стали и чугуна и хрупкости швов. Добавление серебра в меднофосфористые припои улучшает их способность смачивать спаиваемые поверхности и проникать в капилляры. При изготовлении режущего инструмента с напаянными пластинками из быстрорежущей стали в качестве припоев применяются медноникелевые сплавы типа ГПФ и ГФК, а также сварочные порошки с ферромарганцем или ферросилицием. Из этих высокотемпературных припоев наиболее ценны те, которые дают возможность вести процесс пайки режущего инструмента с пластинками из быстрорежущих сталей при температурах, равных закалочным температурам пластинок, с тем чтобы непосредственно после пайки могла быть произведена закалка инструмента в масле или на воздухе. Большую ценность представляют высокотемпературные припои и сварочные порошки, позволяющие подвергать отжигу спаянный ими режущий инструмент с пластинками из быстрорежущей стали, с тем чтобы произвести последующую механическую обработку инструмента, после чего уже можно дать ему принятую термообработку. Такую возможность необходимо иметь при изготовлении режущего инструмента сложной формы с пластинками из твердых сплавов. Для пайки режущего инструмента с пластинками из вольфрамокобальтовых и титановольфрамовых твердых сплавов желательно иметь припои с относительно невысокой температурой плавления, обладающие хорошей пластичностью и достаточной прочностью. При охлаждении припоя происходит его кристаллизация. Время затвердевания и кристаллизации припоя зависит от его состава. Более красивая, гладкая поверхность шва получается у припоев, которые затвердевают практически мгновенно (это свойственно припоям так называемого эвтектического состава). Припои, имеющие большой интервал кристаллизации, при остывании образуют неровную, шероховатую поверхность. Реклама:Читать далее:Выбор припоя и его нанесение на деталиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|