|
|
Категория:
Пайка Припоями называют цветные металлы и сплавы, которые применяют при пайке для образования монолитного паяного шва между соединяемыми деталями. Припои в расплавленном состоянии обладают способностью смачивать поверхность металлов, проникать в зазоры между паяемыми деталями, создавая после затвердения прочное соединение. Припои должны удовлетворять следующим требованиям: Легкоплавкие (мягкие) припои Легкоплавкие (мягкие) припои широко применяются в различных отраслях промышленности для цайки изделий, которые в условиях эксплуатации не подвергаются воздействию высоких температур и больших механических нагрузок. Они отличаются низкой температурой плавления, их основу составляют олово и свинец, содержание которых определяет различные свойства этих припоев. Так как большинство легкоплавких припоев имеют сравнительно небольшую твердость, их часто называют мягкими припоями. Для придания некоторым мягким припоям специальных свойств, в их состав вводят висмут, кадмий, сурьму, серебро и другие металлы. Висмут и кадмий понижают, а сурьма и серебро повышают температуру плавления припоев. Сурьма снижает вязкость припоев и увеличивает их твердость и прочность. К наиболее широко применяемым легкоплавким припоям относятся следующие: оловянно-свинцовые; свинцово-серебряные; отовянно-цинковые; цинково-кадмиевые; низкотемпературные припои. Оловянно-свинцовые припои наиболее широко применяются по сравнению с другими мягкими припоями. Они обладают высокой коррозийной стойкостью. Оптимальная величина зазоров-между деталями при пайке этими припоями составляет 0,08— 0,13 мм.
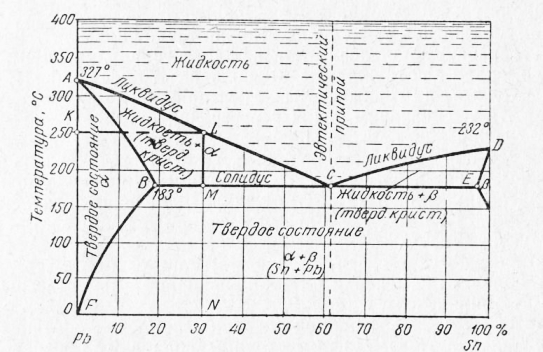
Рис. 1. Диаграмма состояния системы олово — свинец: кристаллы твердого раствора: Оловянно-свинцовые припои применяют для пайки меди, латуни, бронзы, стали, оцинкованного железа и свинца, а также для лужения изделий перед пайкой. Наиболее распространенными способами лайюгэтими припоями является пайка паяльником, газовоздушной горелкой и погружением в расплавленный припой. Для лучшего понимания свойств припоев пользуются обычно так называемой диаграммой состояния. Диаграмма состояния системы олово — свинец. Рассмотрим диаграмму состояния олово—свинец, изображенную на рис. 1. По горизонтальной оси откладывается содержание в припое олова и свинца в %, а по вертикальной — температура плавления. Линия температур, при которых сплав полностью затвердевает, называется солидусом (линия ABCED). Линия температур, при которых сплав начинает затвердевать, называется ликвидусом (линия ACD). В области выше линии ACD будет находиться только жидкий раствор олова и свинца, в области ниже линии АБСЕ — кристаллы твердого раствора; на участке, ограниченном линией АБСА,— кристаллы твердого раствора олова в свинце и жидкий раствор олова в свинце. Точка С будет соответствовать эвтектике, при которой сплав полностью расплавляется. На участке, ограниченном линией DCED, находятся кристаллы твердого раствора свинца в олове и жидкий раствор свинца в олове. В интервале температур между линиями ACD и АБСЕ сплавы находятся в пастообразном состоянии. По этой диаграмме состояния можно точно определить интервалы температур плавления для каждого сплава. Возьмем, например, сплав с содержанием 30% олова и 70% свинца. Проведем из точки N на горизонтальной оси прямую до пересечения с линией АС и обозначим точку пересечения буквой L. Затем из точки L проведем прямую, параллельную горизонтальной оси, до пересечения с вертикальной осью, на которой отложены температуры. Точка пересечения К укажет нам температуру начала затвердевания сплава (250° С). Начало плавления и конец затвердевания данного сплава лежат на линии ВС в точке М, соответствующей 183° С. По ГОСТ 1499—54 припои оловянно-свинцовые обозначаются . сокращенно ПОС. Цифры, стоящие справа от обозначения припоя, указывают содержание олова в припое. Например, ПОСЭО означает: припой оловянно-свинцовый, содержащий 90% олова. Свинцово-серебряные припои. Использование чистого свинца в качестве припоя весьма затруднительно, так как он обладает плохой смачиваемостью и легко окисляется в расплавленном состоянии. Для улучшения технологических свойств свинца к нему иногда добавляют серебро, а также олово, сурьму и висмут. Наличие серебра в припое повышает теплостойкость его по сравнению с припоями на основе олова и свинца (ПОС). Свинцово-серебряные припои применяют для пайки паяльником и погружением в расплавленный припой изделий из меди, латуни, бронзы и стали. Наиболее технологичным является припой ПСр 2,5. Все припои данной группы поставляются в виде проволоки, фольги и полос. По стандарту припои свинцово-серебряные обозначаются буквами ПСр с указанием справа содержания серебра в припое. Оловянно-цинковые припои применяют для низкотемпературной пайки изделий из алюминиевых сплавов. Незначительные добавки цинка к олову (до 9%) снижают температуру плавления припоя до 199 °С. Дальнейшее повышение содержания цинка в припое повышает его температуру плавления. Пайку указанными припоями можно производить ультразвуковыми и абразивными паяльниками. Цинково-кадмиевые припои представляют собой легкоплавкие сплавы цинка, кадмия и олова, применяемые для пайки алюминия и его сплавов. Вследствие низкой коррозийной стойкости этих припоев необходимо тщательно защищать поверхность паяных швов при помощи лаков, красок и других покрытий. Пайку указанными припоями можно производить с помощью ультразвуковых и абразивных паяльников. Низкотемпературные припои применяют в тех случаях, когда требуется низкая температура пайки, чтобы не перегреть детали. Такие припои необходимы для пайки тонкостенных оловянных изделий (в электрических и тепловых приборах и др.). В состав низкотемпературных припоев входят, кроме свинца и олова, висмут и кадмий. Эти припои более хрупки, чем оловянно-свинцовые, особенно если содержат значительное количество висмута. Тугоплавкие (твердые) припои Тугоплавкие (твердые) припои применяют для получения соединений, высокая прочность которых сохранялась бы при высокой температуре. К тугоплавким припоям, широко применяющимся в промышленности, относятся: Припои на медной основе. Медь широко применяют в качестве припоя для пайки стальных изделий без флюса в печах с защитной атмосферой, а также с флюсами токами высокой частоты и в соляных ваннах. Применять медь при пайке газовой горелкой не рекомендуется. Медные припои жидкотекучи, хорошо проникают в зазоры, обеспечивают высокую прочность и пластичность соединения. Медь марок МО и M1 применяют для пайки ответственных деталей из конструкционных сталей, а также для пайки никелевых сплавов, углеродистых и нержавеющих сталей. Медь марок М2, МЗ и М4 применяют для пайки менее ответственных деталей из выше указанных материалов. Для снижения температуры плавления и улучшения технологических свойств припоя к меди добавляют цинк, серебро и другие металлы. Медно-цинковые припои представляют собой двойные сплавы меди и цинка в разных соотношениях. От химического состава сплава зависит температура плавления его. Механические свойства медно-цинковых припоев также зависят от процентного содержания в них меди. По стандарту припои медно-цинковые обозначаются ПМЦ. Цифры, стоящие справа, обозначают содержание меди в припое в процентах. Например, ПМЦ 36 расшифровывается так: припой медно-цинковый, содержащий 36% меди. Припои ПМЦ 36 и ПМЦ 48 отличаются низкими механическими свойствами, вследствие чего их применение ограничено, ими паяют малонагруженные детали из меди и бронзы. Припои ПМЦ 54 и латунь JI62, которая также применяется в качестве припоя, дают достаточно прочные и пластичные паяные швы при пайке сталей. Эти припои вследствие высокой температуры плавления мало пригодны для пайки меди и медных сплавов. Для улучшения смачивания основного металла, затекания припоя в зазоры в медно-цинковые припои добавляют небольшое количество олова и кремния (припой JIOK62-06-04). Медно-цинковые припои с добавкой олова и кремния, разработанные ВНИИАвтогеном, обеспечивают более плотные и прочные соединения. Припои из сплавов серебра с медью широко применяются для пайки узлов электровакуумных приборов. При этом они обеспечивают вакуумноплотное соединение. По стандарту припои на основе серебра обозначаются ПСр с указанием справа процентного содержания серебра в припое. Так, ПСр 72 означает, что припой содержит 72% серебра. Припои ПСр 72 и ПСр 50 обычно изготовляют в виде проволоки диаметром 0,3—5 мм, фольги толщиной 0,1—0,8 мм и полос толщиной 1—3 мм. Нестандартные припои также могут быть изготовлены в виде проволоки, фольги и полос. Припой серебро — медь — цинк. Тройные припои на основе серебра содержат в своем составе, кроме серебра, медь и цинк. По технологическим и механическим свойствам они превосходят медно-цинковые припои и поэтому нашли широкое применение в промышленности для пайки различных деталей из меди, латуни, бронзы и стали. Припои системы серебро — медь — цинк можно применять при пайке с нагревом газовой горелкой, в печах и соляных ваннах. Согласно ГОСТ 8190—56 припои этой группы поставляются в виде полос толщиной 0,1—3,0 мм и проволоки диаметром 0,3—5 мм. Припой серебро — медь — фосфор по сравнению с медно-фосфорными припоями обладает более высокой текучестью и позволяет получать плотные и пластичные паяные швы. В печи с защитной атмосферой при пайке меди и оловянистой бронзы он способен к самофлюсованию. Припои данной группы отличаются значительной пластичностью. Они поставляются в виде проволоки, полос и фольги. Припой серебро — медь — олово. Этот припой представляет собой тройной сплав серебра, меди и олова. Так как в состав припоев данной группы входит олово, они хорошо затекают в зазоры соединения без применения флюса. Припой ПСр 7 по сравнению с другими припоями этой группы отличается тугоплавкостью и пониженными технологическими свойствами. Припой ПСр 62 является наиболее легкоплавким, но по пластичности и электропроводности уступает припою ПСр 68. Припои этой группы поставляются в виде проволоки, фольги и полос. Припои серебро — медь — цинк — кадмий. Припои этой группы обладают легкоплавкостью, жидкотекучестью и пластичностью. Они обеспечивают прочные паяные соединения. Этими припоями можно производить пайку меди, латуни, бронзы и стали с помощью различных средств нагрева. Низкая температура плавления припоев этой группы позволяет использовать их для пайки различных деталей из закаленных сталей без отжига. Припои данной группы поставляются в виде проволоки, фольги и полос, кроме припоя ПСр 44, который поставляется в виде цилиндрических и плоских слитков. Алюминиевые припои применяют для пайки изделий из алюминия и его сплавов с нагревом различными способами — горелкой, погружением, токами высокой частоты и в печах с применением флюса. Для понижения температуры плавления, увеличения механической прочности и коррозийной стойкости в состав этих припоев добавляют кремний, медь, олово, цинк и другие металлы. Припои для напайки твердосплавных пластин на инструмент. При изготовлении режущего инструмента широко применяют напайку пластин из твердого сплава и из быстрорежущей стали к державкам или корпусам инструмента, изготовленным из углеродистой стали. Наиболее распространенным и производительным является способ напайки режущих пластин с нагревом на высокочастотных установках. Температура плавления припоев, применяемых для пайки твердосплавного инструмента, 900—1100 °С. Выбор припоя определяется условиями эксплуатации режущего инструмента. Припои для напайки пластин из быстрорежущей стали на инструмент. При изготовлении режущего инструмента с напаянными пластинами из быстрорежущей стали в качестве припоев применяют специальные сварочные порошки с высокой температурой плавления, в состав которых входит ферромарганец или ферросилиций. Наиболее ценны из этих припоев те, которые позволяют вести напайку пластин из быстрорежущей стали на режущий инструмент при температурах, равных закалочным температурам быстрорежущей стали, что дает возможность непосредственно после пайки закалить инструмент в масле или на воздухе. Помимо этих припоев, применяют также припои ГФК, ГФ, ГФ1 и ГПФ, в состав которых входит медь, марганец, железо, никель и некоторые другие элементы. Реклама:Читать далее:Флюсы используемые при пайке металловСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|