|
|
Категория:
Машиноведение Далее: Работа на токарном станке Прежде чем выполнять работу на станке, необходимо произвести ряд предварительных операций: выбрать необходимые принадлежности и установить заготовку, установить резцы и другие инструменты, настроить станок на подачу и скорость резания. Заготовку устанавливают в патроне или в центрах — в зависимости от конструкции заготовки, расположения, формы и точности обрабатываемых поверхностей.
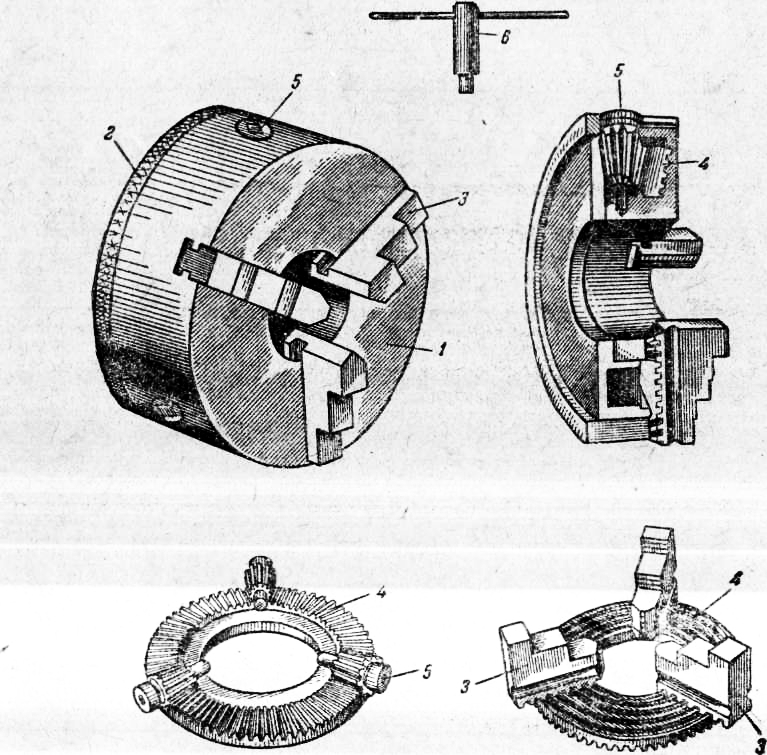
Рис. 1. Трехкулачковый самоцентрирующий патрон: Патроны по способу крепления деталей разделяются на кулачковые, цанговые и поводковые. Кулачковые патроны в свою очередь делятся на двухкулач-ковые, трехкулачковые и четырехкулачковые, самоцентрирующие и с независимым перемещением кулачков. С помощью самоцентрирующих патронов обрабатываемая заготовка самоустанавливается по центру (центрируется). Наиболее распространенным самоцентрирующим патроном является токарный трехкулачковый патрон, который состоит из корпуса , привернутого к планшайбе тремя винтами.
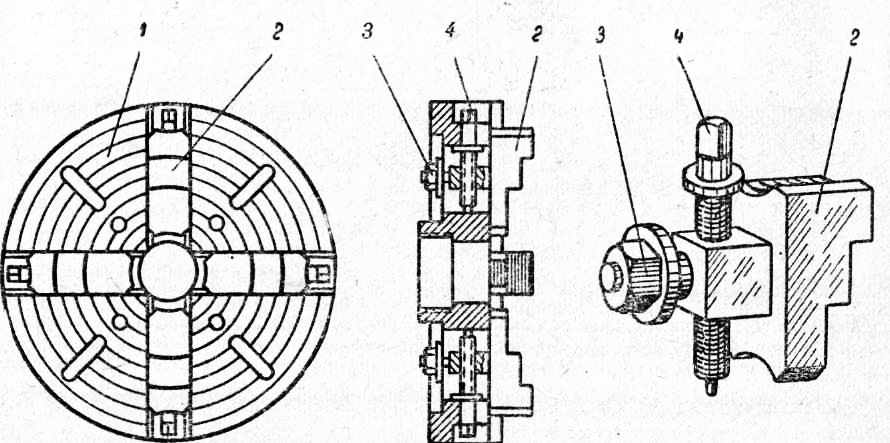
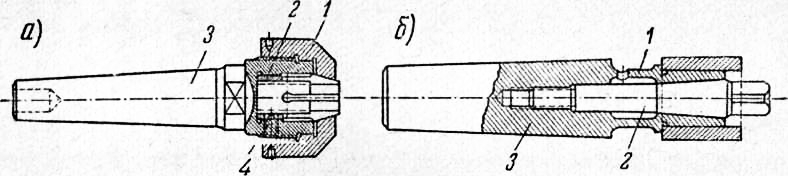
Рис. 2. Четырехкулачковый патрон: Планшайба (фланец) навинчивается на шпиндель. В пазах корпуса патрона установлены три кулачка, которые передвигаются равномерно в радиальном направлении при помощи спирали на тыльной стороне конического зубчатого колеса, которое приводится во вращение при помощи одного из трех конических зубчатых колес, установленных в корпусе патрона. В самоцентрирующем патроне правильно могут быть установлены заготовки, имеющие цилиндрическую или граненую внутреннюю или наружную поверхность, если число этих граней кратно трем. Для установки заготовок, имеющих нецилиндрические поверхности, а также нечетное число граней, применяют кулачковые патроны с независимым перемещением кулачков. Наиболее распространенным патроном указанного типа является четырехкулачковый патрон, который состоит из корпуса , в пазы которого входят четыре кулачка и закрепляются в них при помощи гаек. Кулачки могут перемещаться вдоль пазов при помощи винтов независимо друг от друга. В четырехкулачковых патронах удобно обрабатывать заготовки, имеющие некруглые установочные поверхности, заготовки с неконцентричными цилиндрическими поверхностями, а также заготовки, требующие для обработки большого зажимного усилия. Цанговые патроны применяются для крепления деталей за наружную (а) или внутреннюю (б) цилиндрическую поверхность или для крепления инструментов с цилиндрическим хвостовиком (сверла, фрезы). Цанги — разрезные закаленные втулки, которые благодаря конусу и разрезам имеют возможность сжиматься или разжиматься.
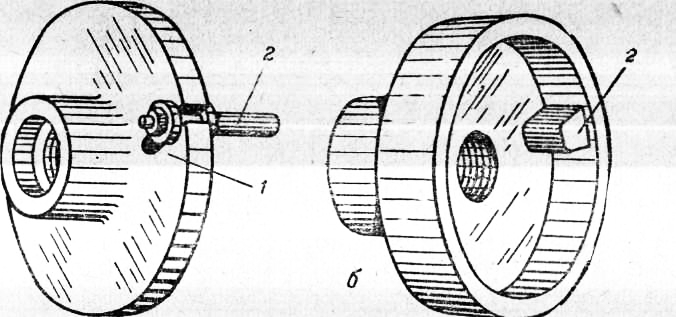
Рис. 3. Цанговые патроны: Поводковые патроны служат для приведения во вращательное движение заготовки, закрепленной в центрах или на оправке. Поводковый патрон (планшайба) имеет закрепленный в корпусе (1) поводок, который передает вращение от шпинделя станка к обрабатываемой заготовке, закрепленной в центрах.
Рис. 4. Поводковые патроны: Для установки заготовки в центрах на ее торцах делают центровые отверстия. При этом необходимо следить, чтобы задняя бабка была закреплена на станине без смещения, а вылет гшноли был наименьшим. При установке детали в центрах хомутик необходимо выбирать так, чтобы его зажимной болт или хвостовик не выступали за поводковый патрон. Этим предотвращается возможность захвата одежды работающего и повреждения рук. Перед установкой центров необходимо тщательно протирать конические отверстия шпинделя передней бабки и пиноли задней бабки станка и центра, так ка к пыль и грязь мешают точной установке деталей в центрах. Перед установкой детали ее центровые отверстия следует заполнить смазкой, а также периодически добавлять смазку в центровое отверстие заднего центра, отводя пиноль с центром от детали. Деталь считается правильно зажатой в центрах, если ее можно рукой свободно поворачивать, но она не должна качаться в поперечном и осевом направлении.
Рис. 5. Установка детали в центрах.
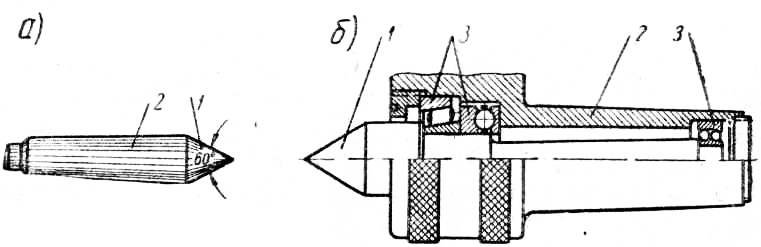
Рис. 6. Хомутики: Центры устанавливаются в конические отверстия в шпинделе передней и пиноли задней бабок. Центры разделяются на неподвижные (а) и вращающиеся (б). Неподвижные центры, установленные в пиноль задней бабки, сильно изнашиваются, поэтому их изготовляют из стали У8 и У9 и закаливают. Вращающиеся центры изнашиваются значительно меньше, так как установлены на подшипниках в специальном корпусе и, следовательно, вращаются вместе с деталью. Рабочая часть центра — конус (/) — имеет угол 60°. Хвостовик, вставляемый в центровое отверстие, также делается коническим. Для поддержания длинных и тонких заготовок при обработке, чтобы они не гнулись под действием усилий резания, применяют специальные промежуточные опоры — люнеты. Люнеты делятся на неподвижные, устанавливаемые, на направляющих станины, и подвижные, закрепленные на суппорте и перемещающиеся вместе с ним.
Рис. 7. Центры: Реклама:Читать далее:Работа на токарном станкеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|