|
|
Категория:
Столярное дело Далее: Брак при склеивании При склеивании вручную применяют различные приспособления для сжатия склеиваемых деталей. Различают сжатие стабильное, т. е. более или менее продолжительное, прекращаемое только после схватывания клея, и сжатие временное. Например, склеивание щитов на гладкую фугу производится со стабильным сжатием; склеивание рамок, в особенности с дополнительным креплением соединений нагелями, выполняется с кратковременным сжатием. Кратковременное сжатие обычно применяют при склеивании шиповой вязки.
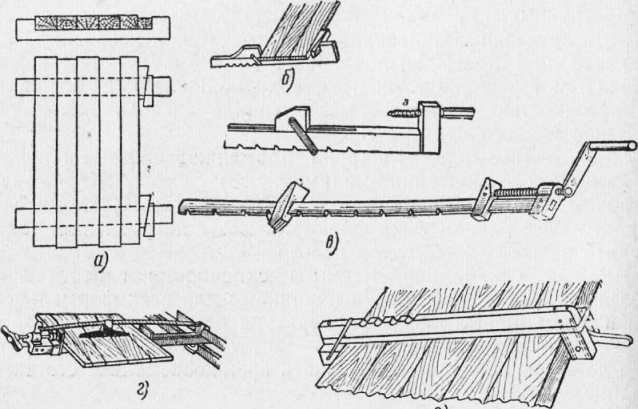
Рис. 1. Приспособления для склеивания:
а — простейший сжим — цвинга; б — вайма с переставным упором: в — винтовые ваймы (вверху деревянная, внизу металлическая); г — вайма с верхним прижимом для сплачивания тонких делянок; д — эксцентриковая вайма
Простейшим приспособлением для склеивания является цвинга (рис. 210, а), служащая главным образом для сжатия делянок, склеиваемых в щиты. Постель цвинги должна быть ровной и гладкой, а упоры — перпендикулярны к постели. Зажим лучше делать парными клиньями со скосом в 10 — 15°; при большем угле скоса клинья будут соскальзывать и вызывать сдвиг крайней делянки по фуге. Для более равномерного распределения давления и для того, чтобы избежать смятия кромок щита, полезно прикладывать вспомогательные бруски длиной не менее 250 мм. При сплачивании щитов из длинных делянок устанавливают несколько цвинг. Усовершенствованием цвинги были получены различного устройства ваймы с переставным упором, винтовая, эксцентриковая, с верхним прижимом (для сплачивания тонких делянок). Наиболее быстрое сжатие достигается в эксцентриковой вай-ме; зажим производят коротким, энергичным движением. Полезно покрыть рабочую кромку эксцентрика полосой белой жести или нержавеющей стали, чтобы повысить ее износостойкость. При пользовании ваймой с верхним прижимом нужно прифуговать делянки по склеиваемым кромкам попарно и точно, иначе склеивания не произойдет. Видоизменением цвинги является приспособление под названием «хомут», показанное на рис. 2. Оно состоит из четырех массивных брусьев твердых лиственных пород, связанных в вертикально устанавливаемую прямоугольную раму. Применяют хомуты при склеивании значительного количества щитов, причем для щитов из более или менее длинных делянок устанавливают два-три хомута. На нижние брусья хомутов укладывают массивную деревянную плиту,’ выстроганную под линейку. Собранный для склеивания щит располагают на плите и заклинивают между стойками хомута. На зажатый щит кладут поперечные про-фугованные прокладки одинаковой толщины и на прокладки укладывают второй склеиваемый щит, который тоже заклинивают. Так заполняют склеиваемыми щитами весь проем хомута. При этой операции необходимо следить за сжимом нижних щитов, так как при забивке средних клиньев нижние могут ослабнуть. Когда хомут заполнен до’ верха, сжимают весь пакет в вертикальном направлении, забивая клинья между прокладкой, положенной на верхний щит, и верхним брусом хомута. Этим предупреждаются выпучивание и коробление щитов. При склеивании в хомутах нередко подогревают щиты теплым воздухом, чтобы сократить длительность их выдержки под давлением. В столярном деле широко применяют струбцины, при помощи которых сжимают склеиваемые бруски, приклеиваемые небольшие детали. Существует много разновидностей струбцин — деревянных и металлических (рис. 3). Обыкновенная струбцина состоит из трех деревянных брусков, связанных в П-образный хомут, и деревянного винта. Параллельно среднему бруску, в непосредственной близости к нему, часто пропускают стальной болт, чтобы увеличить жесткость струбцины. Окантовочной струбциной пользуются при оклеивании кромок обкладкой и штабиками, а различными угловыми сжимами — при склеивании углов.
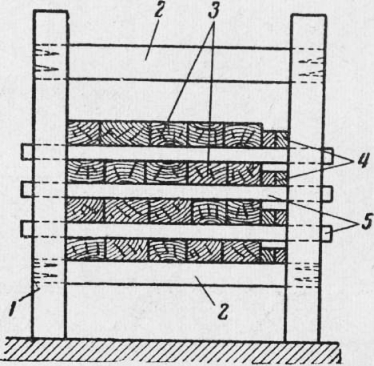
Рис. 2. Хомут для одновременного сплачивания нескольких щитов:
1 — стойка хомута: 2 — горизонтальные брусья; 3 — сплачиваемые щиты; 4 — клинья; 5 — прокладки
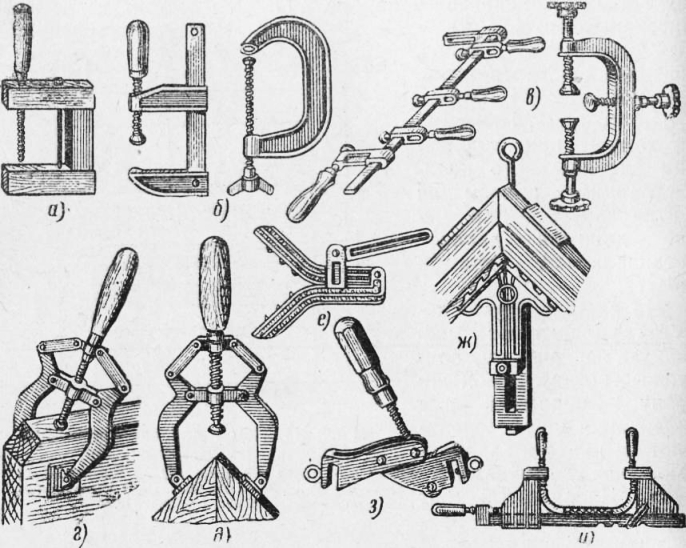
Рис. 3. Столярные струбцины:
а — обыкновенная деревянная; б — металлические; в — окантовочные: г — рычажная для бортов; б — рычажная для углов; е — эксцентриковая для углов; ж — винтовая для углов; з — стяжная; и — для сплачивания в закругленный угол
Рис. 4. Простейшее приспособление для сплачивания под углом
Кроме изображенных на рис. 3, применяют еще струбцины удлиненные и переставные. Они служат для сжатия объемны частей изделия, для приклеивания к изделию декоративных деталей и в некоторых других случаях. При склейвании вручную профильных деталей и деталей, расположенных под различными углами, столяры применяют уже известные в столярном деле приспособления или создают новые. На рис. 4 изображено простейшее приспособление для сплачивания под углом. На механизированных предприятиях сплачивание щитов производится в клеильно-конвейерных ваймах и щи-тосшивательных автоматах. Клеильно-конве мерная вайма состоит из расположенных рядами металлических струбцин, насаженных на бесконечные цепи. В ряду четыре винтовые или эксцентриковые струбцины, установленные в одной плоскости. Каждая струбцина снабжена переставным упором и верхним прижимом. Б любом ряду струбцин можно сжимать от одного до четырех щитов в зависимости от их размеров. Наибольший размер склеиваемых щитов 850 X 2300 мм.
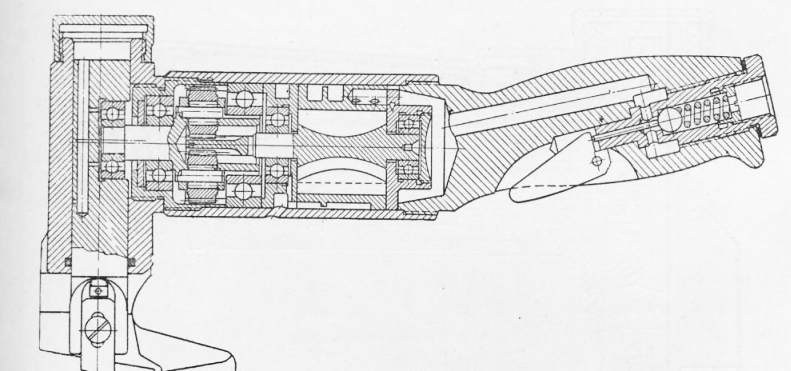
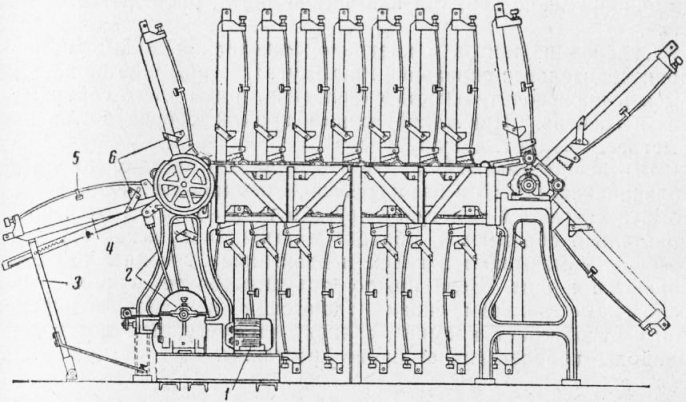
Рис. 5. Клеильно-конвейерная вайма ВК.-1:
1 — электродвигатель; 2 — шатунный механизм передачи движения на вал, приводящий в действие конвейерные цепи; 3 — подставка под очередной ряд струбцин, поступивших для разгрузки и новой загрузки; 4 — струбцина; 5 — верхний прижим; 6 — переставной упор струбцины Перемещение цепей со струбцинами производится электродвигателем. После того как очередной ряд струбцин, заполненных собранным на клей щитом (или щитами), опустился на подставку (в этот момент движение цепи автоматически выключается), эти струбцины разгружают и зажимают в них новый Щит. Сделав это, включают движение конвейерной цепи и отводят подставку. Ряд струбцин с только что зажатым щитом опускается вниз; на его место поступает новый ряд струбцин с уже склеенным щитом. Так ряды струбцин с зажатыми щитами обходят понизу и поверху все устройство, начиная свой путь от подставки и кончая его в этом же месте. Внизу постепенно передвигающиеся в струбцинах щиты обогреваются паровыми трубами или батареей. Обогрев ускоряет схватывание клея. Когда щиты поступают к месту разгрузки, схватывание клея уже достаточно для выполнения разгрузки. При работе костным и мездровым клеем температура обогрева не должна превышать 40°. При большей температуре клей может расплавиться и тогда его затвердевание затянется. Станкостроительная промышленность выпускает клеильно-конвейерные ваймы ВК-1 с 21 рядом струбцин и ВК-2 с 39 рядами. В каждом ряду четыре струбцины. На вайме работает один столяр-склейщик. Если в каждом ряду струбцин собираются одновременно два, три или четыре щита, работают два человека. Склеивание щитов в клеильно-конвейерной вайме намного производительнее склеивания в хомутах. Чтобы еще больше повысить производительность склеивания, щиты часто собирают в паз и гребень. При такой форме кромок сборка щитов идет быстрее, чем на гладкую фугу. Щитосшивательный автомат выполняет все операции по сплачиванию щитов в паз и гребень. Соединяемые делянки в автомате двигаются навстречу друг другу и на своем пути последовательно обрезаются, обрабатываются по кромкам на паз и гребень, намазываются клеем и вдвиганием гребня в паз сплачиваются в щит. Если нужно получить более широкий щит, сплоченные делянки снова подаются в исходное положение. Автомат обрезает кромки делянок по сбегу, чем достигается наиболее полное использование древесины. Реклама:Читать далее:Брак при склеиванииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|